

The apparel industry is one of the biggest polluters on the planet. Textile mills generate one-fifth of the world’s industrial water pollution and use 20,000 chemicals, many of them carcinogenic, to make clothes. Chinese textile factories alone produce about three billion tons of soot air pollution linked to respiratory and heart disease every year by burning coal for energy. Most of the world’s textile factories are in developing countries where governments can’t keep pace with the industry’s massive pollution footprint.

The apparel industry is one of the biggest polluters on the planet. Textile mills generate one-fifth of the world’s industrial water pollution and use 20,000 chemicals, many of them carcinogenic, to make clothes. Chinese textile factories alone produce about three billion tons of soot air pollution linked to respiratory and heart disease every year by burning coal for energy. Most of the world’s textile factories are in developing countries where governments can’t keep pace with the industry’s massive pollution footprint.

NRDC’s Clean By Design initiative works with major apparel retailers and brands by using their buying power as leverage to clean up the factories in their supply chains. Our experts study textile mills abroad and identify simple ways to reduce pollution and cut water, chemical, and energy use while saving money. Through the program, we promote a 10-step process designed to reduce the hottest spot of the industry’s environmental impact: dyeing and finishing. As we encourage factories to adopt these best practices to save water, fuel, and electricity, we also push them to track water, steam, and electricity use.


As we continue to see success, we are reaching more factories and providing innovative training to drive changes. As we add more multinational apparel retailers and brands in the program, we are also promoting better sourcing programs that consider environmental performance when qualifying and evaluating suppliers.
DYEING – TOXIC FROM THE START UNTIL AIR-DYE

Four thousand years ago man used water to carry dye to a piece of fabric. Early water pollution was born. Since then, more and more chemicals have been added to color and treat fabric, producing ongoing and ever-worsening water pollution. In the mid-twentieth century, new Fibres such as nylon and polyester were developed. These new “high tech” Fibres were difficult to dye, so even more chemicals were added to water baths to carry the dyes. These chemicals often ended up in the world’s lakes, rivers, and oceans, causing horrific damage. What’s more, traditional dyeing uses an astonishing amount of water. Amounts vary, but
coloring fabric can take anywhere from 56 to 600 times the weight of the fabric in water (that’s 7 to 75 gallons of water per pound of fabric). Traditional dyeing pollutes, and it continues to consume vast amounts of the world’s increasingly scarce supply of freshwater.
The dyeing of synthetic textiles consumes 2.4 trillion gallons of water a year, enough to fill 3,700,000 Olympic-sized swimming pools. It also uses more than 2.8 trillion megajoules of energy per year, enough to power more than 12 percent of the homes in the United States each year. Finally, textile dyeing produces 568 million metric tons of greenhouse gases (GHG) annually, more than 94 million passenger vehicles emit each year.
Air-Dye technology answer to a 4,000-year-old problem: Air-Dye technology is a revolutionary new way to carry dye to fabric and other mediums. The result is a luxuriously brilliant color and a world-changing positive impact on our planet’s energy and water shortage.
WHAT IS AIR-DYE?

The new emerging technology of dyeing; which is really enthusiastic for Indian textile industries. Indian textile processing one of the high water-consuming industries, Such technologies have reached the international advanced level and meet the state emission-reduction and energy-saving requirements for environment-protection products and new technologies of the textile industry, producing a good economic and social benefit and making a positive contribution to the energy-saving and emission-reduction work. This technology also reduces the effluent load. This new technology called as “AIRDYE”.
AirDye technology manages the application of color to textiles without the use of water. It was developed and patented by Colorep, a California-based sustainable technology company. Depending on the fabric, and type of dyeing, AirDye uses up to 95% less water, and up to 86% less energy, contributing 84% less to global warming, according to an independent assessment requested by the company. AirDyed fabrics do not leach colors or fade as easily as vat dyed fabrics, because the dye is actually inside the fibers.
The process of making textiles can require several dozen gallons of water for each pound of clothing. The AirDye process employs air instead of water to help the dyes penetrate fibers, a process that uses no water and requires less energy than traditional methods of dyeing; the technology works only on synthetic materials and is currently available only in the United States.
HOW DOES IT WORK?
Conventional dyeing, such as vat dyeing or cationic dyeing, can produce visually acceptable results. On the down side, it uses polluting chemicals, a huge amount of precious water, and does not provide permanent coloration. Sublimation printing has been used to decorate synthetic textiles, but this process has limited application.
Air-Dye technology produces superior results compared to sublimation printing and conventional dyeing, but that is just the beginning of its advantages. Air-Dye technology also reduces detrimental impacts on the environment. because the dye is in the Fibre rather than on the Fibre, bleach and cleaning agents can’t get to it; so colors look richer and last longer. The result is more beautiful colors and maximum color durability, with substantially less water and discharged chemicals.
AIR-DYE TECHNOLOGY

Air-Dye operates and licenses patented textile printing machines that color one or both sides of the fabric simultaneously and with independent color control. No water is used in this process and no post-treatment or finishing is required. Unlike traditional heat transfer printing, the Air-Dye process is 2-sided and the hand feel of the finished fabric is luxurious and clean.
Unlike rotary screen wet printing, it is possible to independently color each side of the fabric and no water is used in the dyeing or finishing. This process creates new design capabilities, including the ability to contrast (or match) two sides of the same fabric with solids or prints.
Through proprietary software, Air-Dye drives digital and analog printing/dyeing through the interpretation, formulation, and application of color recipes to match the mathematically-objective reflectance curve of the target colors, including tonal and fall-on colors.
Rather than working from a “color library” or trying to match “color profiles,” Air-Dye computes color recipes that will reproduce the specified color reflectance curve on a target substrate. Managing color as a reflectance curve across the visible light spectrum, Air-Dye can create a color match under a specific lighting condition, and can even create nonmetameric color matches. That is, the colors match under any visible light conditions.
AIR INSTEAD OF WATER

Airflow was the key element of the technology, as air is an ideal transport medium. The replacement of dye liquor with air as a method of transporting piece goods in jet-dyeing machines was a big step toward reducing water and chemical consumption. Compared to the jet system in which the nozzles are filled with liquor, nozzle pressure is negligible, thus offering optimum protection of sensitive textile surfaces. At the same time, the use of the mass flow principle provides a major improvement in fabric hank laying, thus preventing creasing.
The moisture-saturated airflow ensures the uniform distribution of temperature on the fabric and in the machine, constituting a prerequisite for even and reproducible dyeing. Moreover, the low level of liquor in the dyeing boiler means the fabric is lighter than in conventional machinery and can, therefore, be accelerated quickly to high speeds. Thus, the risk of draft or strain is minimal, which is particularly advantageous with regard to the finishing of items containing elastin Fibres.
The high transportation speeds of the fabric result in very short fabric turn time. High heating-up gradients are possible because a very low liquor ratio is maintained. The unique ability to use a hot drain system and rinsing with fresh water in a running wash system considerably reduces the time required for the dyeing process.
Airflow technology represents the combined result of the entire range of possibilities provided by the technology. Through the interplay of all technical possibilities and functions, economic and ecological advantages over the traditional dyeing technology are achieved. The main advantages are as follows:
♦ Unlimited flexibility with regard to all Fibre except pure wool and fabric weight classes between 30 and 800 grams per square meter, as well as all standard market dyestuffs;
♦ The lowest liquor ratio on the market: approximately 1:2 for man-made Fibres and 1:3 to 1:4 for natural Fibres, depending on the article and structure;
♦ Energy savings of up to 40 per cent, thanks to a frequency converter, and the use of air as a transport medium, while all other systems need water;
♦ A reduction in the overall process time of approximately 25 per cent
♦ Lowest water/wastewater levels
HOW IS AIR-DYE DIFFERENT?

Conventional dyeing, such as vat dying or cationic dying, can produce good looking results. On the downside, they use polluting heavy metals, a huge amount of precious water and do not provide permanent coloration. Sublimation printing has been used to decorate textiles but is limited in application. Air-Dye advances both . Here are four microscopic photos of the neck section of a dyed synthetic T-shirt:
♦ Standard Sublimation & Heat Transfer Printing: The dye does not completely penetrate the Fibres, therefore, white Fibre may show after cutting or needle penetration are shown in figure-1.
♦ Conventional Dyes: After treatment in a water dye-bath, the Fibres show complete dye penetration. However, color fastness is low to moderate.
♦ Air-Dye Controlled Penetration: Using our proprietary Sibius™ Dyes, penetration is deeper. Colors are richer and colorfastness is better. Penetration control is used with Dye Contrast, Print to Dye, and Print to Print products, including Air-Dye woven.
♦ Air-Dye Complete Penetration: Air-Dye is so advanced that it not only colors the yarn but also thousands of filaments in each piece of yarn, yielding rich, brilliant colors.
DESIGN
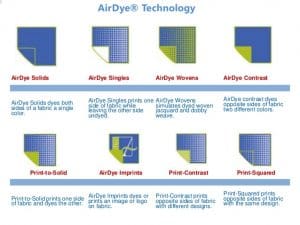
Fabrics dyed with AirDye technology supposedly feel no different than conventionally dyed textiles. They can be dyed all one color, a different color on each side, a pattern on one side and a solid color on the other, or a pattern on both sides as follows.
Dye-to-Dye Contrast: AirDye technology that dyes two different colors on opposite sides of a piece of fabric without the use of water.
Dye-to-Print: AirDye technology that, on a single piece of fabric, dyes one side a solid color and one side a print, without the use of water.
Dye-Squared: AirDye technology that dyes the same solid color of ink on both sides of a piece of fabric, without the use of water.
Print-to-Print: AirDye technology that dyes one side of a piece of fabric with a print and the opposite side of the fabric with another print, without the use of water.
KEY FEATURES OF AIR-DYE TECHNOLOGY

♦ Does not pollute water in the color application process. By using air instead of water to convey dye, no hazardous waste is emitted and no water is wasted.
♦ Greatly reduces energy requirements, thereby lowering costs and satisfying the strictest standards of global responsibility.
♦ Does not use boilers, screen printing machines, drying ovens, or cleaning and scouring chemicals, thereby eliminating major sources of pollution.
♦ Eliminates water in the color application step and simplifies the process, creating revolutionary possibilities of new industry and employment in un-farmable, arid regions of the world.
♦ Gives consumers a way to choose style and sustainability at a realistic price at the point of purchase, thereby initiating world change.
♦ Environment:- The process of making textiles can require several dozen gallons of water for each pound of clothing, especially during the dyeing process. 2.4 trillion gallons of water are used in synthetic dyeing, Air-Dye’s addressable market each year. Air-Dye technology eliminates hazardous wastewater as a by-product of dyeing fabric. Water scarcity affects one in three people on every continent and is getting worse as water needs rise with population growth, urbanization and increased usage by households and industries.
♦ Depending on the fabric, and type of dyeing, Air-Dye uses up to 95% less water, and up to 86% less energy, contributing 84% less to global warming, according to an independent
assessment. Additionally, some companies state that with Air-Dye technology they can print to order which eliminates production excess and waste.
♦ Economics:- Colorep claims that its Air-Dye Process is priced competitively compared to traditional technology. Additionally, Colorep claims that companies using the technology find the Air-Dye process reduces waste as 10% of traditional, vat-dyed fabric is damaged during the process, whereas with Air-Dye, only 1% is damaged. Colorep also says that Air-Dye enables companies to wait longer to decide what color or print to put onto their fabric, which would reduce the need for apparel makers to guess what colors consumers will want to wear months ahead.
♦ Consumer:- The Air-Dye process manufactures fabric that can be washed at any temperature, with whites or colors, with or without bleach. Because the Air-Dye process injects the dyes in the fabric and not on the fabric, bleach and cleaning agents do not affect them. With Air-Dye, a company estimates for every 25,000 T-shirts sold, the plant will save: Energy:- 1,132,500 megajoules, Water:- 157,500 gallons, Green House Emissions:- 57,500 (Kg CO2 equiv. emissions) By using Air Dyeing amount of fresh gallons of water can be saved instead of traditional dyeing methods.
HANDLING DELICATE FABRICS


The Airflow Dyeing is being especially suitable for the wet finishing of delicate cellulose and man-made-Fibre knitwear and woven fabrics with a high percentage of elastin. Such fabrics are used in the automotive, lingerie, sports-leisure, and swimwear segments. Close attention has also been paid to the achievement of significant savings of precious water and energy resources similar to the Airflow Dyeing Techniques.
With its concept in machine design, unmatched results in process technology and unparalleled achievements regarding economy and ecology.
The newly designed dome blower ensures that the fabric is transported just by air. This means the liquor actually is used to do what it is meant to do: dyeing only. The liquor ratio is reduced to between 1:2 and 1:5 and provides savings in terms of water and water treatment, chemical, and energy costs.
This will bring up to 80-percent savings of liquor compared with costs associated with out-dated hydraulic machines, as well as significant savings of time. Shortest cycle times and loading of up to 1,200 meters for lightweight fabrics and up to 200 kilograms for average articles allow high daily production rates.
POLYAMIDE DYEING

Most of the fabrics for lingerie, swimwear, and automotive applications are made of polyamide. That’s why the Air dyeing machine handles fabrics made of 100-percent polyamide with the same results as previously mentioned fabrics. “Current and future trends point towards more and more lightweight fabrics with high contents of elastane in finest yarn counts and gauges.
AIR DYE OFFERS EXCITING NEW OPTIONS
♦ Dye different colors on opposite sides of the fabric.
♦ Dye fabric a solid color.
♦ Dye one side a solid color and the opposite side a print.
♦ Dye one side of the fabric with a print and the opposite side with another print.
♦ Dye opposite sides of the fabric with the same print.
APPLICATIONS
♦ Promotional Items: Banners, retail display/signage, short-run branded products, tote bags / reusable bags/aprons.

♦ Apparel: Fabric for all types of garments, finished accessories – scarf / ties / aprons / etc., specialty fabrics for custom items, flags / umbrellas / awnings / tents, uniforms – civic / corporate / medical, swimwear / sarongs, outerwear, sportswear / yoga-wear / active-wear / dance-wear, infant / toddler apparel, junior apparel, missy apparel, wen’s wear, lingerie / intimate apparel / sleep wear, accessories / handbags / cosmetic bags / etc., & shopping bags.

♦ Interiors: Carpet/ceiling tiles, drapes/curtains / blinds, top of bed product – coverlets/bedspreads / etc., linens, wall covering, tabletop/napkins, shower curtains, pillows/mattress coverings, &upholstery – sofas, chairs, etc.

♦ Industrial Print Applications: Hard surface laminate, melamine, Thin paper, vinyl transfer, &thermo films
♦ Medical: cubicle curtains, hospital gown.
THESE 2 ARE SOME OF THOSE COMPANIES WHO USES AIR DYEING TECHNOLOGY
DyeCoo‘s

DyeCoo‘s mission is to passionately lead the textile industry to a lean and clean future. DyeCoo’s CO₂ technology is the world’s first 100% water-free and process chemical-free textile processing solution. Providing geographical freedom from water sources and offering textile manufacturers a head start on legislation that restricts the use of hazardous process chemicals. Its low operating costs allow you to elevate your short-term results and long-term ambitions. Lean and clean.
Debs
We strive to become the leader in sustainable textiles by combining sustainable raw materials with environmentally-friendly dyeing and finishing methods. We also look at process change technologies to find better ways of producing things that reduce the ecological footprint at the same time.
We are committed to sustainably manufacture 25% of our products by 2020 and to increase this amount by at least 5% per year with the goal of achieving 50%
sustainability of products by 2025.
CONCLUSION
The Air-Dye process radically reduces the environmental profile of the color application process while improving the use phase performance of the finished fabric. By removing the requirement of water at the point of color application, Air-Dye technology creates a significant opportunity to localize production for regions of the globe that lack the water resources traditional methods require. Because traditional processes require considerable energy to heat the water and dry the fabric, Air-Dye technology also significantly reduces the energy required at the point of color application. As Air-Dye technology matures, expect to see additional benefits from increased efficiency in power usage, power source, and the direct application of dye without a donor media. Air-Dye is a clear response to increasing awareness of the environmental impacts associated with traditional dye application processes and a new technology for improving the process of coloration and decoration of textiles.
REFERENCE
https://www.nrdc.org/issues/encourage-textile-manufacturers-reduce-pollution
https://www.fibre2fashion.com/industry-article/5676/dyeing-without-water
https://www.textiletoday.com.bd/air-dyeing-technology-a-review/
http://www.Air-Dyesolutions.com/products_and_services/products_ and_ services/Air-Dye_technology/
http://cleantechnica.com/2009/07/28/Air-Dye-removes-water-from-the-fabric-dyeing-process/
https://debscorp.com/textiles/sustainability/

Article written by Swati Patali B.Sc in Textile and Apparel Designing from Sir Vithaldas Thackersey College of Home Science. Textile Value Chain intern.


