Dr. Rekha Ramakrishnan, Scientist ‘B’ and Shri Ravi Prakash Singh, Asst. Director
The Synthetic & Art Silk Mills’ Research Association (SASMIRA), Worli, Mumbai
Abstract:
Textile has a unique historical significance, transitioning from traditional craftsmanship to modern industrialization. It encompasses a diverse range of production methods, from hand-spun and hand-woven textiles to capital-intensive, high-tech mills. This industry’s enduring legacy makes it an integral part of India’s cultural and economic fabric.
The textile manufacturing industry plays a vital role in the development of the Indian economy, with a rich history dating back centuries. India has been known for its textiles and is one of the largest textile producers and exporters in the world. The Indian textile manufacturing industry is diverse, encompassing a wide range of textiles, including apparel, home textiles, technical textiles, and traditional handloom textiles.
The Indian textile manufacturing industry is a significant market, contributing to India’s GDP and employment. It is one of the largest employers in the country, generating jobs across the entire value chain, from cotton farming and spinning to weaving, dyeing, printing, and garment manufacturing.
Textile wet processing, a critical sector within the textile industry, encompasses a wide array of procedures that significantly impact the final product’s quality and appearance. In this context, this article sheds light on innovative trends in textile wet processing, emphasizing the adoption of eco-friendly practices and indigenous technologies.
The paper presents an overview of sustainable technologies employed in textile wet processing. It provides environmental benefits with respect to energy and water savings. The ultimate goal is to reduce environmental emissions in textile wet processing, aligning with global sustainability objectives.
Introduction
India is among the world’s largest producers of Textiles and Apparel. The domestic apparel and textile industry in India contributes approx. 2.3 % to the country’s GDP, 13% to industrial production and 12 % to exports. India has a 4 % share of the global trade in textiles and apparel.
India’s textile and apparel market is expected to hit $350 billion at a 10 per cent CAGR by 2030. The market size was also estimated to be around $165 billion in 2022, with the domestic market constituting $125 billion and exports contributing $40 billion, as per a report. The global apparel market is estimated at around $1.7 trillion in 2022 and is expected to grow at a CAGR of around 8 per cent to reach $2.37 trillion by 2030. Global textile and apparel trade was around $910 billion in 2021 and is expected to grow at a CAGR of 4 per cent to reach $1.2 trillion by 2030, according to a knowledge report titled ‘Textile Industry’s Amrit Kaal: Roadmap for $350 Billion Market by 2030’ by the Federation of Indian Chambers of Commerce & Industry (FICCI)-Wazir Advisors at the FICCI TAG 2023 Annual Textile Conference.
The Textile Industry is facing challenges with respect to quality, and productivity due to globalization. Textile processors to be specific have come to the limelight due to eco parameters. The prime concern of textile processors is the guidelines laid by the pollution control boards(psinternationalhrm.com). It becomes compulsory for textile processors to follow the guidelines over the environment-friendliness of the textile processes. This sector is vast and one has to follow procedures as it will affect the final product and quality (Dalia F. Ibrahim, 2012). There have been numerous inventions in textiles since the time immemorial. Changes in the machines used for manufacturing and processing textiles, from manual to high-class automatic machines; many treatment processes have been modified based on the requirements. Due to the pollution problem caused by the industry, better effluent management practices are also being inculcated.
The present article provides on overview of the available wet processing technologies, these sustainable technologies aim to reduce the environmental emissions from the wet processing industries.
Evolution of the Textile Industry
Textile is as old as human civilization, very little has been known till now about the birth of the Indian textile industry, but it has been documented in various citations that this industry has its origins in the Indus Valley Civilization as early as the 5th Century (Anushka Das, 2003).
The textile industry of India, which is more than 5000 years old, has undergone significant developments starting from its modest beginnings as handlooms in villages to large-scale modern-day textile mills. From the era of ‘Cholas’, ‘Seljuks’, and ‘Safavids’ till now, Indian Textile Industry has come a long way. The story of textiles in India is one of the oldest in the world. The earliest surviving Indian cotton threads date to around 4000 BC and dyed fabrics from the region are documented as far back as 2500 BC. India’s textiles were so central to its identity abroad that in ancient Greece and Babylon the very name ‘India’ was shorthand for ‘cotton’. The textile industry in India is an important segment of Indian industries and reflects the country’s diverse socio-economic and cultural heritage.
The textile industry was one of the main industries that benefitted from the Industrial Revolution. The Industrial Revolution gave rise to various industries in different parts of the world. Hargreave’s “spinning jenny”, Richard Arkwright’s water frame, and the Boulton and Watt steam engine were a few textile technological innovations that improved the manufacturing speed and quality of textiles. In the 1780s Samuel Slater carried British technology to the United States (Alli Farago, 2017). In the United States, Eli Whitney’s cotton gin benefitted the production of textiles. Cotton seeds from the cotton were separated more rapidly using cotton gin and efficiency increased by fifty times than the conventional process. The first factory of Cotton processing from raw cotton came out of the ideas of a power loom and other factories led by Francis Cabot Lowell. This invention and innovation made Britain the first country to move towards industrialization in the Textile sector. (Daniela English, 2023).

The Indian textile industry was born out of the British rule over India. Indian Textile industry has evolved over a period of time. Indian textile companies played a vital role in developing the Indian economy and contributed greatly towards the growth of the nation. India is one of the leading producers and exporters of Textiles in the world.
Textile Production
Textile production involves yarn, fabric and garments manufacturing and wet processing. The material goes through various wet processes before dyeing and finishing. The processing and finishing stages consume a major amount of water, dyes, chemicals and energy. These processes are necessary to obtain the final product.
Wet-Processing
It is an important sector among other processes as it affects the final quality of the textile product. The flow process involved in the wet processing of textiles is as shown in the flow chart:
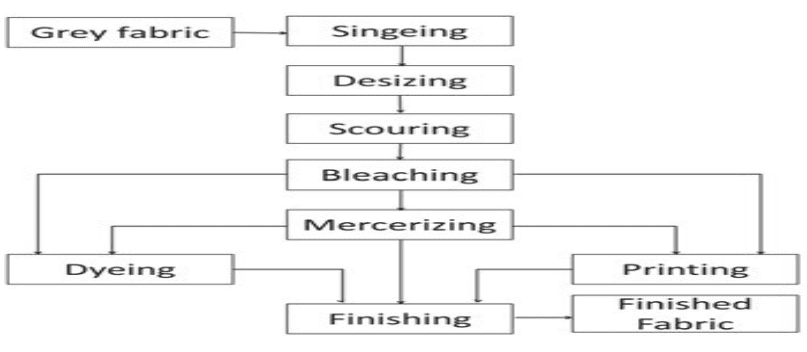
Fabric inspection removes neps, warp end breakage, weft end breakage, and hole spot. After this process, the following processes are carried out:
Wet processing is divided into pre-treatment and post-treatment processes: Pretreatment processes are as follows:
Singeing:
This process removes protruding/projecting fibres from the fabrics by burning / heat. If required both sides of the fabric are singed. There are three different methods of singeing such as hot plate singeing, hot rotary cylinder singeing and gas flame singeing. Gas flame singeing is the most commonly used singeing method because of better singeing efficiency. Singeing increases the smoothness of the fabric.
 Desizing:
Desizing:
Sizes are applied on the yarn to avoid breakage during the weaving process. These sizes have to be removed before the dyeing otherwise it will affect the final quality of fabric. Desizing extracts starch or any sizing materials applied on the grey fabric. It improves the absorbency of the fabric, this improves dye uptake and other chemicals on the fabric during processing.
The methods and chemicals used for desizing depend on the type of sizing agent used. If starch is used as the sizing agent, the following methods are employed for its removal. In these two methods, the starch molecule is broken down and converted to more soluble materials and thus its removal is facilitated.
- Desizing with acid: In this method, the grey fabric is soaked with dilute sulfuric acid (0.5%) at room temperature for a period of 4 to 12 hours and then rinsed with water.
- Desizing with enzymes: This method is applicable when modified starch is used for sizing. Enzymes convert starch to readily soluble sugars by hydrolyzing starch. The greige fabric is soaked in baths containing enzymes and kept for 4 to 8 hours at 55 to 80 ºC. The fabric is then treated with acid followed by rinsing with water.
Desizing with Peroxide for other sizes
Recently, peroxide is also employed for desizing. Peroxide fully degrades starch to CO and HO. However, this method is very expensive. If carboxy methyl cellulose (CMC) or polyvinyl alcohol (PVA) is used for sizing, then they are removed with a detergent/water solution as they are readily soluble in water. PVA is easily removed if washing is carried out at higher temperatures (near boiling point). PVA can be recovered by applying nano-filtration or ultra-filtration and can be reused.
Scouring
Scouring process removes impurities such as greases, waxes, fats etc. from the fabric. Scouring also renders the cloth whiter and makes it more absorbent for subsequent bleaching and dyeing, printing or finishing. The main parameters of the scouring process include type and amount of alkali, type and amount of detergent, type and amount of sequestering agent, temperature and time of the treatment. There are two types of scouring: i) Continuous scouring and ii) Kier boiling. In recent times, continuous scouring has gained prominence due to requirements of less space and time. It is also reported that good results are obtained in this technique with the reduced consumption of chemicals.
- Continuous Scouring: Desized fabric is scoured using a caustic solution ( 3 to 6 % caustic soda, surfactants and sodium phosphate). This fabric after saturation is passed on to the J box where the fabric is treated at 100 ºC temperature for an hour. Excess chemicals are removed by rinsing the fabric with continuous water.
- Kier Boiling: In the case of kier boiling, fabric is heated in steel pressure vessels containing an alkaline solution (caustic soda (1 to 3 % on fabric wt), soda ash, sodium silicate and sodium peroxide with small amounts of detergents. The boiling is carried out for 2 to 12 hrs followed by rinsing with water until no brown color remains in the water.

Souring
Souring removes alkali from the scoured fabric using a dilute acid solution.
Bleaching
Bleaching is a process that gives whiteness to the clothes and is done by using a bleaching agent. Bleaching with hydrogen peroxide contains concentration of hydrogen peroxide, concentration of alkali (e.g. NaOH), type and concentration of bleaching stabilizer (e.g. sodium silicate), type and concentration of sequestering agent, pH, temperature and treatment time. Sodium hypochlorite or chlorine is used for bleaching cotton in developing countries. After the bleaching process, the fabric is washed with fresh water and then scoured by using sodium bisulfite to remove traces of alkali and chlorine in the fabric. In developed countries, hydrogen peroxide is the common bleaching agent. It is an effective bleaching agent, a safer chemical and easier to handle. In addition to cotton, some finer fabrics are also bleached using hydrogen peroxide or sodium peroxide (Hydrogen peroxide is generally used for bleaching in continuous processes). Peroxide bleaching is carried out during kiering or immediately after kiering. Caustic soda, sulfuric acid and certain soluble oils aid in peroxide bleaching. Optical brighteners are also employed in bleaching.
Over the last few years, hypochlorite has been replaced by environmentally safe bleaching agents. One such bleaching agent is peracetic acid (CH3COOOH). It provides higher brightness to fabric with less fibre damage. It decomposes to acetic acid which is easily biodegradable rendering the treatment much simpler.
Mercerizing
Mercerization is applied to the cellulosic materials/substance to increase the affinity of dye, reactivity of chemical reactivity, dimensional stability, tensile strength, and smoothness. This causes physical and chemical changes within the fibre and can be easily dyed. Bleached fabrics are treated with a cold caustic solution (10% to 30% w/v) containing a penetrant for a period of 1 to 3 minutes followed by thorough washing with water several times to achieve mercerized fabric. Alkaline traces are removed by treating the fabric with a dilute solution of acid followed by rinsing with water. The caustic soda after the process is usually recovered and reused for mercerization itself or for scouring. Most of the fabrics are mercerized prior to dyeing, but rough varieties are not mercerized, instead after bleaching, they are sent directly for dyeing/printing without mercerizing.
Dyeing
Dyeing is a process of colouring fibres, yarns, or fabrics with either natural or synthetic dyes. Dyeing can be defined as a process during which a textile substrate is brought in contact with the solution or dispersion of a colourant, and the substrate takes up the said colourant with reasonable resistance to its release form the substrate. Dyeing is the most important coloration process of textile.
Printing
Printing on textile material is done using different printing method to obtain different pattern on textile substrate. Printing paste is applied on the fabric and then treated with steam/ heat for fixation of print. Printing can be considered as “localized dyeing” and comprises the application of one or more dyes or pigments on textile materials in the form of a design or pattern. Unlike dyeing, printing designs or patterns are usually printed on only one side of the fabric. There are various methods of printing such as screen printing, digital printing, roller printing, block printing and rotary printing.
Finishing
Finishing is the final processes in the textile wet processing sequence which includes various mechanical and chemical treatments to improve the appearance, hand-feel or other aesthetics of the textiles or to add any extra functionality such as water repellency or flame retardancy, softening, stiffening, water repellent, wrinkle-free, anti-microbial, UV protection, flame resistant, etc. After finishing treatment, packaging and delivery is the last stage.
Sustainable technologies in Wet processing
The textile wet-processing are the major producers of industrial wastewater. Due to numerous chemicals used in textile processes its wastewater gets contaminated with chemicals. These waste water if discharged without treating harms environmental. The developed nations outsource the textile products from the developing countries like India which makes the developing countries more prone to pollution than the developed ones. These have forced the textile industry and the researchers to develop newer technologies or modify the existing technologies to meet today’s demands. The stringent pollution norms have forced the textile industry to inculcate waste management practices like better effluent management, zero liquid discharge, controlling the emission of hazardous gases, etc. (Sanjay Kumar Bhikari, 2021). Textile industry is concerned about the waste water discharged into environmental which contains load of chemical in it (Ibrahim, 2012).
Sustainable technologies improve the environmental performance of the industries and consequently limits pollutant discharges and helps the environment. These technologies in textile processing focus on minimum use of resources like water and energy by using best available technologies, reducing chemical consumption, no or low pollution load and elimination of harmful and toxic chemicals (Ali Hasanbeig, 2013).
Sustainable technologies in pre and post treatment of wet processing are described below:
- Single stage preparatory process
Pretreatment process are carried out to remove impurities from fibers and thereby improving appearance and processability of fabric. Fabric impurities comprose of protruding fibers, sizing agents, cotton seed husks, fats, oils, waxes, dirt, dust, lubricants, etc.
Single stage preparatory process is desizing, scouring and bleaching carried out in single bath using hydrogen peroxide and multifunctional scouring agent at 80º C temperature for 60 minutes with 1:20 Material to Liquor Ratio.
- Salt free dyeing/High fixation dyeing
This technique can combat the pollution norms and lessen the burden of effluent. Cellulosic fabric is conventionally dyed with reactive dyes that require huge amount of salt, which pollutes the fresh water. Due to the hydrolysis of the dye, the dyeing effluent consists of huge amount of hydrolyzed dye. To remove the hydrolyzed dye process requires high volume of water during washing process
In salt free dyeing method, fibre modification technique is carried out using polyacrylamide. When the fabric is treated with polyacrylamide, the primary hydroxyl groups of cellulose is (partially) modified into an amide group, which intern leads the cellulose to act like as wool fibre and hence reactive dyes can be dyed on cotton at neutral pH in the absence of electrolyte and alkali. This process is known as salt-free or low in salt.
- Low liquor ratio dyeing
Such type of processing equipment operates at a minimum amount of liquid necessary in semi-continuous or continuous processing to conserve energy and water. In general, dyeing and finishing methods are classified into the batch and continuous processing methods and it is recommended to use the latter method where a low bath ratio is desired. However, depending on the details of processing requirements, there are often instances in which the batch method has to be employed. In such cases, batch processing machines which allow lower bath ratios such as the jigger, winch, beam, pad roll and jet flow types should be selected. Reduction in water use will contribute to significant energy savings in the dyeing process including various wet treatment and drying unit operations. Bath ratio has a direct influence on production cost. Recently, low bath ratio processing machines which are built-in with the above mechanisms have been developed and put on the market.
- Ecofriendly bleaching using Peracetic Acid (PAA)
Bleaching of fabrics using hydrogen peroxide is commonly used bleaching agent but it has disadvantage of damaging fiber. Ecofriendly technology is being adopted using Paracetic Acid (PAA) as a bleaching agent as it has many advantages compared to hydrogen peroxide. It does not produce any toxic by product in bleach reaction, it is less corrosive, it is biologically totally degradable and it causes no AOX (absorbable halogenated organic compounds) load in the waste water.
- Scouring
Till now soda boil is the best method of scouring, however, research efforts are ongoing to use ecofriendly alternative such as pectinase and lipase together as one shot chemical for scouring. Pectinase loosen the hydrophobic waxes due to the hydrolysis of pectins and the lipase does the hydrolysis of waxes. - Low temperature bleaching
Pre-treatment of fabric in any form whether yarn, woven fabric or knitted hosiery is the basic requirement for further textile processing for whites or dyeing or printing. This pre-treatment makes the fabric uniformly absorbent and white. Special bleach activators have been developed to bleach at low temperatures. Other emerging trends in the areas of processing include reusing the dye bath, recovery of synthetic sizes and counter-current washing.
Sustainable Machineries in dyeing and printing technologies
The quality of dyeing can be improved by the use of computer product design, measured by computer colour matching and other computer graphic arts technologies and methods. High purity dyes with short processing sequences are used in waterless technologies, ink jet printing and low temperature plasma processing. Digital printing is a growing segment which is replacing flat screen-printing machines due to similar costs and production speeds.
- Ultrasonic in textile
Dalia F. Ibrahim (Dalia, 2012) in his article reviewed on application of ultrasound in textile wet processing. Ultrasonic technology has energy of 20 KHz frequencies and is a special branch of general acoustics with the science of mechanical oscillations of solids, liquids and gaseous media. Ultrasonic techniques are applied in the various areas of textile wet processing e.g. desizing, scouring & bleaching and dyeing. Ultrasonic technology can be used for dyeing of cotton with direct dyes, wool with acid dyes, polyamide and acetate fiber.
- Plasma Technology
Dalia F. Ibrahim (Dalia, 2012) in his article reviewed on application of plasma technology in textiles which is considered to be future-oriented process. Effects obtained by using plasma technique on textile surfaces depends on the treatment i.e. the cleaning effect, the increase of micro roughness and the production of radicals to obtain hydrophilic surfaces. Surface modification of textile substrate using plasma treatment is carried out on the outermost layer in controlled manner so that it does not damage the material treated.
- Nanotechnology
Dalia F. Ibrahim (Dalia, 2012) in his article described nanotechnology as application of nanoparticles or nanofibres in textile material. Advantage of this technology is that it imparts value added properties to textile substrate. Various properties such as water repellency, UV protection, antibacterial, antistatic, wrinkle resistance, etc are imparted to textiles using nanotechnology.
- Foam dyeing/ Finishing
Foam dyeing/ finishing of textiles has arisen as an economically very feasible technology to preserve energy. Conventionally in wet processing step fabrics are immersed in dilute dispersion of auxiliaries and chemicals bath and then passed over squeeze rolls to remove excess liquor. Fabric is then dried and cured at high temperature chamber. During these process amount of heat generated are high, thus processors are looking at alternative sources. Foam dyeing/ finishing of textiles can prove as an economically alternative technology to conserve energy. Foam is a dispersion of air in a water. In this method, fabric is padded with a foam which is formed by an aqueous solution of dyestuff. Advantage of this technology is that it improves dye fixation, migration of dye into fibres which ultimately yields high high colour in short dyeing time. Foam dyeing/ finishing finds application in cotton, synthetic fibres and their blends. Foam technique can be used for sizing, bleaching, mercerizing dyeing and finishing. Any type of finish can be obtained using foam finishing technology.
- Waterless dyeing
As the name itself describes, this processing method of dyeing does not require water for its process. In this technique, time, chemicals, and auxiliaries used in the waterless dyeing process were all reduced. There are two waterless dyeing technologies as follows:
Air dyeing Technology: The dyeing fluid is first atomized, then blended with high-pressure airflow, and lastly sprayed on the fabric to be dyed using airflow dyeing machine. Airflow dyeing machines has the advantages of high efficiency, energy savings, and environmental preservation over overflow dyeing machines. The air-dye technology is still relatively new, and the cost of machine installation is high.
Supercritical fluid dyeing technology: In this type of waterless dyeing process supercritical carbon dioxide used. Ahmed G. Hassabo reviewed in his article that carbon dioxide when heated to over 31°C and compressed to above 74 bar, it becomes supercritical. This state of matter resembles an expanded liquid or a heavily compressed gas (Ahmed G. Hassabo, 2022) . Thus, above the critical point, carbon dioxide has both liquid and gas qualities. In waterless dyeing technology, the washing step is also removed, preventing water contamination from waste water discharge into fresh water resources. The more of these techniques are implemented, the more water can be conserved.
- Enzymes
Application of biotechnology route using enzymes for textile processing provides relief to environmental impact and product quality of processing as reported by Rita Arau (Rita Arau 2008). Various types of enzymes are known, of these, about 75 are used for various textile processes. Hydrolases and oxidoreductases enzymes find application in textile industry. Hydrolases enzymes are amylases, cellulases, proteases, pectinases and lipases/esterases. Amylases are used to remove starch-based sizes from fabrics after weaving. Cellulases are used to remove fibrils and fuzz fibers, of. Dalia F. Ibrahim (Dalia, 2012) in his article reviewed on application of enzymes in denim and other garments. Study has shown application of natural and microbial processes to treat waste water from the textile industry. Natural and microbial colourants are also being applied for dyeing of textiles.
- Digital Printing
Digital textile printing reproduces endless colors and shades, inks are formulated as per type of fiber (Hua Wang, 2023). Dalia F. Ibrahim (Dalia, 2012) in his article explained that theoretically, an inkjet technology is a print head that emits a pattern of tiny drops of ink onto a substrate without actually touching it. It does not require screens for printing, no cleaning up of print paste as there is little or no wastage. In this process, the fabric is fed through the printer using rollers and chemicals used for fixation of the dyes are applied by padding or coating application. The fabric is processed further by application of heat and/or steam to cure the ink.
- Other technologies
Automated chemical dosing: Dye bath monitoring system enables dyers to monitor dye concentration in the dye bath alongwith measuring temperature, pH and conductivity of the dye bath simultaneously.This considerably reduces the number of dyes added and the levels of reprocessing. The right first time ratio shows a good percentage anywhere from 40 to 80 per cent. This effectively translates into average savings of 5 to 10 per cent in energy and water use, and a reduction on the consumption of dyestuffs and chemicals to around 10 to 20 per cent.
Few other technologies are Electron-beam Treatment, Ozone for bleaching cotton fabrics, Advanced cotton fiber pre-treatment, Electrochemical dyeing, Microwave energy, Alternative textile auxiliaries, etc.
Conclusions:
Innovation and technology are driving significant advancements in the textile manufacturing industry and transforming the way textiles are produced, designed, and used, and are shaping the future of the textile manufacturing industry.
The industry, however, faces challenges, including competition from other countries, rising labor costs, infrastructure gaps, compliance with regulations, and environmental concerns. Addressing these challenges requires sustained efforts from stakeholders, including the government, industry players, and other relevant entities.
The industry is increasingly focusing on sustainability and eco-friendly practices. There is a growing awareness and adoption of sustainable fibers, organic and natural dyes, water and energy-saving technologies, and waste reduction initiatives.
References:
- India’s textile & apparel market, (2023) https://www.fibre2fashion.com/
- https://www.iiad.edu.in/the-circle/history-of-the-indian-textile-industry/Textiles
- https://www.psinternationalhrm.com/industries/textiles.
- https://www.textilesphere.com/2022/04/history-of-indian-textile-industry.html
- https://www.gartexindia.com/revolutionary-trends-in-the-textile-industry/
- Ibrahim, J Textile Sci Eng 2012, 2:5 DOI: 10.4172/2165-8064.1000e106.
- Anushka Das, https://www.iiad.edu.in/, (2023).
- https://study.com/academy/lesson/inventions-in-the-textile-industry.html
- Sanjay Kumar Bhikari Charan Panda, Kushal Sen, Samrat Mukhopadhyay, Journal of Cleaner Production, Volume 329, 20 December 2021, 129725, https://doi.org/10.1016/j.jclepro.2021.12972.
- Mazharul Islam Kiron, Desizing Process of Cotton Fabric, December 2022, https://textilelearner.net/desizing-process-of-cotton-fabric.
- Hua Wang, Hafeezullah Memon, Digital textile printing, 2023, https://doi.org/10.1016/C2022-0-01196-X.
- Pavla Jezkova, 1993, UNIDO, https://archive.unu.edu/unupress/unupbooks/uu37we/uu37we0c.html
- Ahmed G. Hassabo a *, Menna Zayed b , Mai Bakr b, Eman Abd-Elaziz b and Hanan A. Othman b , Applications of Supercritical Carbon dioxide in Textile Finishing: A Review J. Text. Color. Polym. Sci., Vol. 19, No. 2, pp. 179-187 (2022).