

Bhushan Chaudhari (Director), Jaydeep Umalkar(Head Operation) – Atharvaved Impex, Maharashtra, and Pradeep Pillai (Director & COO) WFB Baird & Company Pvt. Ltd. Kerala.
Abstract: Denim is the worldwide most popular form used by all generations. Due to very high volumes consumed daily, Brands are deliberated to look for sustainability to save the environment. Water, air and soil are the basic elements in life. Conventional Indigo dyeing is a lengthy process requiring pretreatment, washing, battery of (dip, nip & air) indigo dyeing followed by washing, drying and sizing beaming or batching. This process uses huge amounts of resources like water, chemicals, and energy. To achieve sustainability over the conventional process, thorough study and continual research has led to the evolution of ultra-rapid dyeing technology.
This technology primarily focuses on the concept of ultra-rapid indigo dyeing. Here the substantivity of the indigo solution is tremendously increased by achieving the required physico-chemical parameters in an inert atmosphere. This enables the super substantive leuco indigo to instantaneously penetrate with a decreasing gradient in the core of the fibre. Thus, giving darker shades at minimal contact time. This evolved technology has been successfully tested on cotton, bast and regenerated yarns with certain preconditions. This technology is being developed for achieving sustainability in indigo dyeing. Here near zero water denim dyeing has been made possible using the ultra-rapid indigo dyeing technology.
1 Introduction
1.1 Sustainability is a social and ecological process characterized by the pursuit of common ideals [1] denoting the ability to continue to exist. As ecologists believe that sustainability is achieved through the balance of species and resources in the environment, the consumption of available resources must not be faster than naturally generated resources in order to maintain this balance. [2,3]
Sustainable development means striving to balance local and global environments without damaging the natural environment, so as to meet the basic needs of mankind. [4] The result of rapid industrialization has led to several toxic chemical substances such as dye affecting the environment, causing serious environmental pollution. [5]
1.2 Denim is a unisex fashionable woven wear for all generations. The global jeans business is increasing in a drastic way because of its comfort-ability, trend, and performance. Till today majority of the denim production is done in the conventional way using slasher, rope dyeing machines. There have been advancements in these conventional technologies for achieving specific goals like super dark shades, multiple colour dyeing, precise e controls for better workability, adaptability for running various processes, also modifications to achieve sustainability etc. A Sustainable future can be achieved if the usage of less energy, less chemicals and less water is emphasised.
1.3 Denim Manufacturing in Brief: Denim is a cotton warp-prominent twill fabric where the weft passes below two or more warp threads.[6] Ideal processes involving denim fabric production are warping, dyeing, sizing, weaving, finishing, and inspection. Denim is always warp dyed which takes place after warping, unlike other woven fabrics. Previously, all denim utilized ring-spun yarns, but later on, ring yarns were replaced by OE yarns due lesser price and rapid manufacturing of open-end (OE) yarn, known as rotor spinning. [7] Yarns used for warp of denim fabrics are typically 100% Cotton in composition and comparatively coarser than other woven fabrics.
Warping can be two types depending on the dyeing machine — Ball warping or Beam warping. This warp loaded on creel passes through pretreatment (wetting + scouring), 2 to 3 washings, 8 to 12 indigo dyeing (dip + nip + air), 3 to 4 post washing, drying, for sheet form sizing and beaming and for rope batching in cans followed by rebeaming and sizing. These sized beams are woven and finished as per requirement.
1.4 Principle in Indigo dyeing: – Indigo, C I -1 the first colour discovered and documented was dyed on textile materials in wooden pots or vats in the early days and are water-insoluble coloured compounds. [8] To make this dye soluble, two steps of reaction are required. First, reduction of vat dye into leuco vat dye by sodium hydrosulphite. Second, neutralization of leuco vat dye with caustic soda to give soluble sodium salt of leuco vat dye. After dyeing, oxidation is needed to reconvert the water-soluble sodium salt of leuco vat dye into the water-insoluble original vat dye. Rinsing at ambient temperatures in 2-3 rinsing baths after oxidation is normally adequate to remove alkali and unoxidized leuco compounds. [6]
1.5 Environmental challenges in Traditional Dyeing: Traditional Indigo dyeing is a water-consuming process. High amounts of water flow in wash boxes. In Pre-wash boxes to rinse out caustic soda and other auxiliaries completely from the substrate. Continuous rinsing also reduces the yarn temperature thereby preparing the substrate for indigo dyeing at room temperature. In Post-wash boxes to rinse out unfix dyes and chemicals from dyed yarn surface. Huge amounts of other resources like steam, compressed air and power are also consumed in running the traditional indigo dyeing machines which also adds to the costs and various environmental factors. As per the Greenpeace report, for producing two billion jeans pants every year, it takes a total of 1.7 million tons of chemicals and water consumption can reach as much as 7,000 litres per one pair. [9]
Consumption of large quantities of chemicals and freshwater ends up in increased product cost and larger volume of chemically loaded effluents; particularly high pH and high quantity of sulfate salts due to sodium dithionite followed by unfixed indigo dye and their byproducts. [10]
1.6 Taking in consideration all the associated drawbacks in traditional indigo dyeing, Ultra Rapid Indigo dyeing technology is developed, achieving the most required sustainability. In this evolved dyeing method, the substantivity of the leuco indigo is exponentially increased by maintaining the required physico-chemical parameters in an inert atmosphere. This enables the super substantive leuco indigo to instantaneously penetrate with a decreasing gradient in the core of the fibre. Thus, giving darker shades at minimal contact time (Fig1.). This evolved technology has been successfully tested on cotton, bast and regenerated yarns with certain preconditions. Here near zero water indigo dyeing has been made possible using the ultra-rapid (Flash) indigo dyeing technology ultimately achieving sustainable indigo dyeing.
Linen is very difficult to run on conventional indigo dyeing machines due to many known reasons. Hence in this dyeing experiment we have chosen linen as the most sustainable textile fibre to understand the benefits of this technology. Here the basic properties of linen yarn before and after dyeing have been compared. Using this technology linen in cone form as well as sheet form can be dyed, thus fulfilling the requirements of warp and weft.
2 Materials and Ultra Rapid dyeing Method
2.1 Linen yarn.
2.2 Chemicals -Liquid indigo solution, water, dispersing aid, alkali, reducing aid.
2.3 Ultra rapid Indigo dyeing method
2.3.1 Preparation of Indigo Dyeing solution: Measured quantity of pre-reduced indigo dye solution is taken in a air sealed chamber having 99.9% pure nitrogen at a predetermined pressure, to make up the volume blank vat (specially developed chemical system, consisting of dispersing aid, alkali and environmentally friendly reducing aid) is added in measured quantity to get the desired Indigo concentration.
Ultra Rapid Indigo Dyeing Process (Fig 2.)
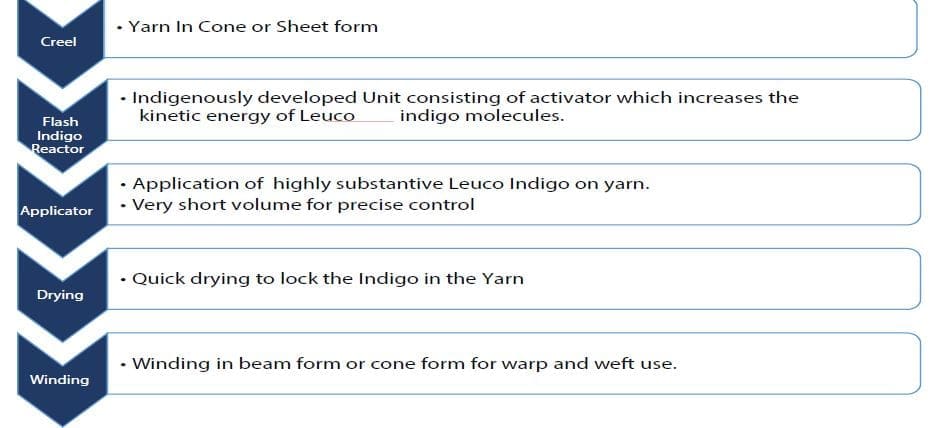
2.3.2 The prepared dyeing solution is dosed in the indigenously designed dyeing apparatus at specified time, temperature and pressure making the leuco dye highly substantive. The material to be dyed is passed through the specially designed dyeing apparatus where simultaneous application of this highly substantive leuco dye is done in milliseconds. Thus, enabling the super substantive leuco indigo to instantaneously penetrate with a decreasing gradient in the core of the fibre (Fig 1). Followed by superficial extraction, drying and batching (Fig 2.).
In this CLP (i.e. Closed Loop Porcess) Total 2 litres of dye liquor is used out of which colour pick up is 1.5 litres per kg of yarn which is eventually evaporated in the process. Rest is dechannelized for reuse in the continuous dyeing process. Thus, there is as such no generation of any trade effluent during the ultra-rapid indigo dyeing process. Here for drying the dyed material both electric heating chambers and gas fired chambers have been used ensuring near zero emissions. This can be further extended to carbon neutral system such as solar and wind energy.
2.3.3 This indigo dyed yarn is used in weaving of the respective qualities either in warp and weft for solids and only in weft for chambray.
2.3.4 After weaving the indigo dyed yarn fabric is dye-fixed on the stenter and finished according to the final product requirements.
Penetration of Indigo (Fig 1.)
Ultra Rapid Indigo Dyeing Process (Fig 2.)
2.4 Evaluation of Dyed Material
2.4.1 Determination of count of yarn using Standard testing method of ASTM D1059
2.4.2 Determination of elongation in % and tensile strength in RKM of linen yarn using standard testing method of ASTM D2256
2.4.3 Determination of core pH using Standard testing method AATCC 81, ISO 105 3071.
2.4.4 Determination of washing fastness using Standard testing method AATCC 61 2A, ISO 105 CO6 A2S,B2S,C2S.
2.4.5 Determination of rubbing fastness using Standard testing method AATCC 08, ISO 105 X 12.
- Results and Discussion
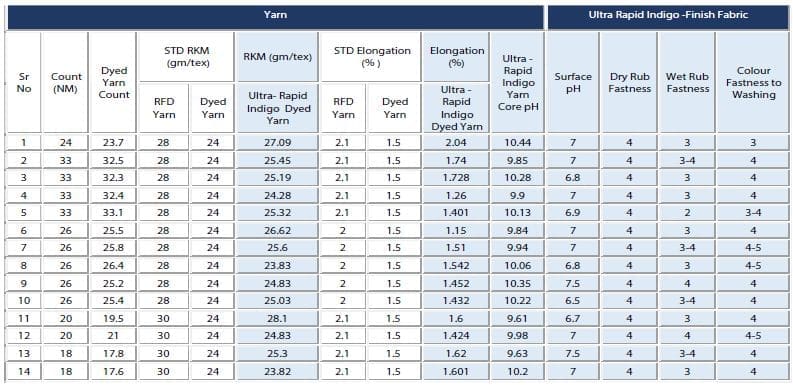
From the data comparison [11] the following inference can be drawn:
- There is no considerable change in count of the dyed yarn.
- Tensile strength of the indigo dyed linen yarn is well above the set standard for regular dyed linen yarns.
- Elongation % of the Indigo dyed yarn is nearly up to the standard.
- Conventional process involves pre and post washings whereas in ultra-rapid indigo dyeing no such treatment is done. Considering no wash done, Core pH of the ultra-rapid Indigo dyed yarn is comparable with the conventional indigo dyed yarn which is always in the range of 9.5 to 10.
- Washing fastness and rubbing fastness of the indigo dyed yarn fabric is average, which can be further improved by optimizing the process parameters and the sequence of fabric processing based on the requirements of the final attributes required in garments.
- Drying of the dyed material is done using a combination of electric heated chambers and Lpg fired chambers there by reducing the burden of CO2 generated. In this case based on actual running average consumption of electricity and LPG, the total direct GHG emissions and indirect GHG emissions are 1.438 KgCO2/Kg of ultra-rapid indigo dyed yarn.
Big Table
- Conclusion
The main aim of using the ultra-rapid indigo dyeing technology is to achieve sustainability by reducing water usage, using less energy and less harmful chemicals in getting the regular Indigo dyed yarn as per the conventional process.
From the above results in comparison with the standards derived from conventional process we can conclude that the properties of Ultra rapid Indigo dyed yarn under study are up to the mark and have no hurdles in being readily absorbed in the regular production.
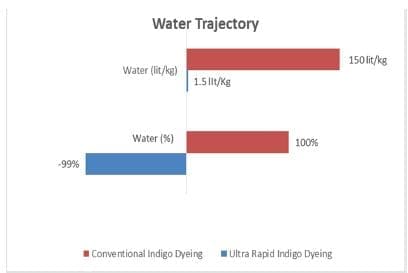
Water trajectory – Approximately 150 litres of water per kg fabric is utilised in a typical indigo dyeing process [9]. By using the Ultra Rapid Indigo Dyeing technology this utilisation can be brought to 2 litres of water per kg of yarn i.e. in corresponding fabric this will translate to 1 litre per kg of denim fabric where warp is indigo dyed and weft is plain white. This technology enables to use only approx. 1% of water compared with conventional indigo dyeing process. Since all the dye liquor being consumed and reused there is no effluent generated at source. Hence, saving in treatment of wastewater, saving in energy, and savings in raw material and chemicals in indigo dyeing and subsequent process.
New generation customers are very much aware of environmental hazards, sustainability, sustainable supply chain, and corporate social responsibility. That is why retailers are now turning towards sustainable apparel production. So, an eco-friendly ultra-rapid indigo dyeing process can be a good concept for the sustainable denim business.
References
[1] Wandemberg, J.C. Sustainable by Design; CreateSpace Independent Publishing Platform: Seattle, WA, USA, 2015; ISBN 978-1516901784.
[2] Chaudhary, S.; Mehra, R.; Head, E.E. Role of Globalized Approach for Sustainability Development In Human Life. People Int. J. Soc. Sci. 2018, 4, 1497–1507. [CrossRef]
[3] Davies, N. Using Bacteria to Decolourize Textile Wastewater. AATCC Rev. 2017, 17, 32–37. [CrossRef]
[4] Robert, K.W.; Parris, T.M.; Leiserowitz, A.A. What is Sustainable Development? Goals, Indicators, Values, and Practice. Environ. Sci. Policy Sustain. Dev. 2005, 47, 8–21. [CrossRef]
[5] Dhanjal, N.I.K.; Mittu, B.; Chauhan, A.; Gupta, S. Biodegradation of Textile Dyes Using Fungal Isolates. J. Environ. Sci. Technol.2013, 6, 99–105. [CrossRef]
[6] E. Csanák, “Denim Fitting & Finishing : Challenges on High-Quality,” in International Joint Conference on Environmental and Light Industry Technologies, 2015, no. November, p. 10.
[7] M. G. Uddin, “Indigo Ring Dyeing of Cotton Warp Yarns for Denim Fabric,” Chem. Mater. Eng., vol. 2, no. 7, pp. 149–154, 2014.
[8] V. A. Shenai, Chemistry of Dyes and Principles of Dyeing, Third. Mumbai: Sevak Publications, 1997.
[9] B. Jiby., “The Indian Denim Industry In a Market Driven Environment,” Int. J. Adv. Res., vol. 5, no. 6, pp. 2088–2095, Jun. 2017.
[10] S. Meraj, A. Qayoom, and A. S. N., “Effective Process Optimization of Indigo Rope Dyeing : A Case Study,” J. New Technol. Mater., vol. 6, no. 2, pp. 33–37, 2016.
[11] Actual testing DATA as received from WFB Baird & Company Pvt. Ltd. Kochi, Kerala, India.
- Bhushan Chaudhari (Director), Jaydeep Umalkar(Head Operation) – Atharvaved Impex, Maharashtra, and Pradeep Pillai (Director & COO) WFB Baird & Company Pvt. Ltd. Kerala.



