

Bhushan Chaudhari, Jaydeep Umalkar – Atharvaved Impex, Maharashtra, India,
Pradeep Pillai – WFB Baird & Co India Pvt. Ltd. Kochi, Kerala, India
Abstract – Denim is a unisex fashionable warp dyed woven wear for all generations. The global jeans business is increasing steadily because of its comfort-ability, trend, and performance. Denim yarn indigo dyeing production is done in the conventional way using slasher, rope dyeing machines. Till today fabric dyeing using indigo color is challenging due to technological limitations. Many attempts have been made to dye indigo in fabric form with few exceptions but could not be commercialized. Looking at the conventional Indigo yarn dyeing process which requires pretreatment, washing, battery of (dip, nip & air) indigo dyeing followed by washing, drying and sizing beaming or batching seems to be too lengthy for fabric which may need utmost care in every step to ensure that the fabric is dyed evenly. Hence to dye Indigo in fabric form, a new approach is made in a sustainable way by using the Ultra-Rapid dyeing technology.
This technology primarily focuses on the concept of Ultra-Rapid indigo dyeing. Here the substantively of the indigo solution is tremendously increased by achieving the required physico-chemical parameters in an inert atmosphere. This enables the super substantive leuco indigo to instantaneously penetrate with a decreasing gradient in the core of the fiber. Thus giving darker shades at minimal contact time. This evolved technology has been successfully tested on various fabrics of different blends, weaves, gsm and lengths. This technology is being developed for achieving sustainability in indigo dyeing. Notably this technology enables near- zero water denim dyeing, contributing to environmental conservation.
Index Terms- Indigo Fabric dyeing, Ultra Rapid Indigo Dyeing, Zero trade effluent, ZLD, Eco-friendly Dyeing, Sustainability
- Introduction
Indigo yarn dyed fabrics are the most popular and fashionable woven wear for all generations. The global jeans business is increasing in a drastic way because of its comfort-ability, trend, and performance. Till today majority of the indigo yarn dyeing production is done in the conventional way using slasher, rope dyeing machines. There have been advancements in these conventional technologies for achieving specific goals like super dark shades, multiple color dyeing, precise e controls for better workability, adaptability for running various processes, also modifications to achieve sustainability etc. A Sustainable future can be achieved if usage of less energy, less chemicals and less water is emphasized.
Various Pad-Fixation dyeing processes with a sustainable approach are
- Pad-roll-batch
- Pad-dry-cure
- Pad-steam Fix
- Pad-dry-bake
- Pad-Air-Dry
- Eco-control dyeing
- Pad-Ox processes
Ultra rapid dyeing technology [PG] has been developed using the pad dry bake method of dye applications.
Pad dyeing’s are better than exhaust dyeing’s from a sustainability perspective [1]. Because these offer the following benefits.
– Faster dye application
– Minimum liquor to material ratio
– Electrolyte free exhaustion
– Lower quantities of left-over dye liquor
– Easier dyeing control for dye levelness on the fabric
Exhaust dyeing machines facilitate dyeing’s as minimum as 3:1 liquor to material ratios, whereas pad dyeing’s are carried out at much lower liquor ratios between 1:1 and 0.5:1 resulting in increased dye uptake at low liquor ratios. Thus deeper shades can be dyed with optimum quantities of dyes, chemicals and water. Low liquor ratios also reduces the amount of dye, chemicals and water discharged to treatment plants.
Widthwise, lengthwise uniformity and depth of shade depends on below factors.
- Machine factors – dwell time, mangle expression, temperature, pressure, dye liquor turnover ratio, agitation mechanism, circulation, effective interaction of dye liquor and fabric
- Substrate Factors – fiber properties, fiber type composition, yarn twist structure, type of pretreatment, evenness in pretreatment, absorbency, construction of fabric, moisture content, residual chemicals, overall dye affinity for the substrate.
- Other factors – dye concentration, dye bath ratio, dye bath additives, dye bath pH control, dye stability, dye aggregation, preferential dye uptake, dye reaction time, fixation time, possible impurities from fabric preparation to dye bath.
After padding fixation of dyes is either done by steaming or curing in specially designed continuously operated chambers. At the end of the pad dyeing process, all the dye liquor in its concentrated form remaining in the trough, piping and pumps is drained [2]. The volume of leftover dye liquor drained depends upon the design and capacity of the trough. Many machine manufacturers have introduced low capacity of troughs volumes as 10 to 15 L, such low trough volumes has improved dyeing efficiency and reduced the wastages [3] here vertical pad systems are used. Where as in horizontal pad designs the dye liquor volumes are still low where the trough is formed in the nip between the squeezing rollers. Such pad designs are regarded as the best available equipment’s for reducing the dye bath left over wastages [2]
Keeping sustainability in focus i.e. (environment, economic and social) [4] various emerging technologies are continuously worked upon by scientists and industrialists to reduce consumption of water, energy and chemicals, and waste water pollution from dyeing processes.
Many new technologies are been tested such as ultrasonic energy, electrochemical technology, microwave, UV radiation, RF, PEF, plasma and supercritical carbon dioxide. Some of them are finding their way towards commercialization.
Ultrasonic energy in wet processing have shown promising results and have opened an opportunity to increase the process effectiveness and reduce the process duration for many critical wet textile processes. It has shown reduction in consumption of energy, water and chemical, with improvement in colour yields and reduction in wastewater pollution [5,6]. The use of ultrasonic energy on a production scale, mostly for exhaust and some pad-batch dyeing’s of cellulose fabrics with reactive dyes, has also been tested and reported [7].
UV irradiation can be successfully applied to enhance the colour strength as well as colour fastness properties of colored silk and flax fabrics by improving their wettability [8]. The use of Ultraviolet curable dyeing liquors and finishing chemicals could has place in order to save both energy and time, and to create “new textile products” [9].
Reduction and oxidation of sulphur dyes and vat dyes, using electrochemical methods, is an emerging area. So far, electrochemical reduction and oxidation have been shown to reduce wastewater pollution [10]. Microwave heating can improve the dye uptake and dye fixation [11, 12], however, efforts are laid to make it viable on a production scale. Supercritical carbon dioxide and plasma have been reported as ways to carry out waterless dyeing [13, 14].
Indigo a prehistoric color documented was dyed on textile materials in wooden pots or vats in the early days and are water-insoluble colored compounds [15]. Indigo is insoluble in water and cannot be directly dyed. To make this dye soluble, two steps of reaction is required. First, reduction of vat dye into leuco vat dye by sodium hydrosulphite. Second, neutralization of leuco vat dye with caustic soda to give soluble sodium salt of leuco vat dye. Indigo dyeing in the conventional continuous process involving pretreatment with caustic followed by washing followed by dyeing in a 4 to 16 battery of dip in indigo bath nip to extract excess color and aeration to oxidize the indigo color followed by rinsing at ambient temperatures in 2-3 rinsing baths after oxidation is normally adequate to remove alkali and unfixed oxidized leuco compounds [16].
Denim is a cotton warp facing twill fabric where the weft passes below two or more warp threads [16]. Conventional denim manufacturing process involve warping, dyeing, sizing, weaving, finishing, and inspection. Denim is always warp dyed where warp is dyed after warping and weft is mostly white cotton yarn but as per trends these can be dyed cotton, blended white/dyed, synthetic white /dyed, regenerated white /dyed. Indigo solids are in trend where the warp and weft both are indigo dyed. Here indigo dyed sized warp is prepared as per the conventional slasher or rope process. For weft the Indigo dyed yarn is prepared as per the conventional indigo rope dyeing process followed by converting the re-beamed dyed yarn in cone form using the beam to cone conversion machine. There are always several production and environmental challenges associated with this conventional process for producing consistent indigo solids.
Production challenges in Traditional Dyeing – Production challenges involves physical and chemical wear and tear of the material in process due to long passage lengths, limitations in usage of minimum lot length, consistent and even depth of shade in warp and weft, challenges related to maintaining the physical properties, limitations in use of blends, construction, weave & gsm.
Environmental challenges in Traditional Dyeing – Traditional Indigo dyeing is a heavy natural resource consuming process. High amounts of water flow in pre-wash boxes are required to rinse out caustic soda and other auxiliaries completely from the substrate. Continuous rinsing also reduces the yarn temperature thereby preparing the substrate for indigo dyeing at room temperature. In Post-wash boxes to rinse out unfix dyes and chemicals from dyed yarn surface. Huge amount of other resources like steam, compressed air and power is also consumed in running the traditional indigo dyeing machines which also adds to the costs and various environmental factors. As per the Greenpeace report for producing two billion jeans pants every year, it takes a total of 1.7 million tons of chemicals and water consumption can reach as much as 7,000 liters per one pair [17]. Consumption of large quantities of chemicals and freshwater ends up in increased product cost and larger volume of chemically loaded effluents; particularly high pH and high quantity of sulfate salts due to sodium dithionite followed by unfixed indigo dye and their byproducts [18].
Consideration all the associated drawbacks for indigo solids fabric manufacturing using traditional indigo coloration process, Ultra Rapid Indigo dyeing technology[PG] has been developed. Thus achieving the most required sustainability. In this evolved dyeing method the substantivety of the leuco indigo is exponentially increased by maintaining the required physico-chemical parameters in an inert atmosphere. This enables the super substantive leuco indigo to instantaneously penetrate with a decreasing gradient in the core of the fiber. Thus giving darker shades at minimal contact time. This evolved technology has been successfully tested on cotton, bast and regenerated yarns with certain preconditions. Here near zero water indigo dyeing has been made possible using the Ultra-Rapid indigo dyeing technology [PG] ultimately achieving the most sustainable indigo dyeing. Linen yarn is very difficult to run on conventional indigo dyeing machines and dyed linen yarn is difficult to weave due to many known reasons. Grey or RFD linen fabric of any gsm, construction, weave and type can be easily woven in fabric form. These linen fabrics can be easily dyed from few meters to thousands of meters in this continuous Ultra Rapid Indigo fabric dyeing machine.
2. Materials and Ultra Rapid dyeing Method[PG]
2.1: Linen Fabric.
2.2: Chemicals –Ready premix of liquid indigo solution.
2.3: Ultra rapid Indigo dyeing[PG] method
2.3.1: Ready premix of Liquid Indigo Dye solution – Here ready premix of liquid indigo solution is taken of a known concentration for dyeing 3.5% shade, this solution is a mix of liquid indigo, dispersant, ecofriendly reducing aid and a catalyst. This solution is made in an inert atmosphere of 99.9% nitrogen at a predetermined pressure.
2.3.2: Preparation of the fabric dyeing assembly – Horizontal padding assembly modified as per the Ultra rapid dyeing principle is used. This assembly ensures contact time of the dye liquor with the fabric in milli seconds with a dye liquor capacity of 1.8 liters only. This assembly or the modified nip trough is equipped with an inert atmosphere of nitrogen. Here the desired temperature, level and ultrasonic activity is maintained throughout the dyeing process.
2.3.3: The prepared dyeing solution is dosed in the indigenously designed dyeing apparatus at a specified time, temperature, pressure and ultrasonic activity making the leuco dye highly substantive. The fabric is traversed through the guides, expander rolls, crease remover rolls and selvedge guide into the nip trough encapsulation over the horizontal padding mangle. The fabric is dyed at the speed of 30 mpm. Thus facilitating the super substantive leuco indigo to instantaneously penetrate with a decreasing gradient in the core of the fabric. Followed by superficial extraction by squeezing at 3 bar pressure, drying and batching. In this CLP (i.e. Closed Loop Porcess) color pick up was 1 liters per kg of fabric is achieved which is eventually evaporated in the process. Thus there is as such no generation of any trade effluent during the ultra-rapid indigo dyeing [PG] process. Here the dyed fabric can be dried using both electric heating chambers or gas fired chambers thus ensuring near zero emissions. This can be further extended to carbon neutral system by using solar and wind energy.
2.3.4: This indigo dyed fabric is further neutralized and dye-fixed over the stenter for retaining the darker shade depth. If washdown shades are desired then the fabric can be washed in an continuous soaper followed by dyefixing on stenter.
2.3.5: This dyed fabric is further finished for the desirable shrinkage and softness.
2.3.6: Using the dyed fabric leg mocks and garments were manufacture for wash down analysis shown in pictures 1 & 2.
Picture 1. Dyed Linen fabric leg mock

Picture 2. Washed Linen leg mocks

2.4: Evaluation of Dyed Material
2.4.1: Colour measurement – Colour strength of the dyed fabrics was estimated from the reflectance measurements using spectrophotometer at standard illuminate D65 (LAV/Spec. Incl., d/8, D65/10°). The colour was evaluated by CIELAB colour values (L*a*b*) and colour strength (K/S) was calculated using the Kubelka–Munk equation:
K/S = (1-R2)/R Where R is the reflectance of the fibre at the wavelength of maximum absorption (630 nm).
2.4.2 Determination perspiration fastness using Standard testing method AATCC15.
2.4.3 Determination of washing fastness using Standard testing method AATCC 61 2A.
2.4.4 Determination of rubbing fastness using Standard testing method AATCC8.
2.4.5 Microscopic analysis between dyed and wash samples.
- Results and Discussion
The plotting on the Chart 1 shows the K/s values vs. the wavelength here the graph profile is similar for all the samples.
Chart 1. K/S vs wave length

The color values and color strength results obtained are presented in Chart 2. Overall figures of L*, a*, b*, C* and h values are consistent with minimal variations. K/s (630nm) values of all the samples are comparable with the standard 9347T and show less variations. The appearance strength is comparable with the standard. The dE* figures shows that the variations are well below the tolerable range.
Chart 2. Color values and strength of indigo dyed linen fabric samples.
| Name | Light source / angle |
L* | a* | b* | C* | h | K/S (630nm) |
Appearance Strength |
dE*ab |
| 9347 T | D65/10° | 28.76 | -0.20 | -16.55 | 16.55 | 269.32 | 13.72 | 0 | |
| 9348 | D65/10° | 28.44 | -0.50 | -16.09 | 16.10 | 268.21 | 13.99 | 102.% | 0.64 |
| 93472 | D65/10° | 28.89 | -0.80 | -16.00 | 16.02 | 267.15 | 13.51 | 99.% | 0.82 |
| 93461 | D65/10° | 28.65 | -0.66 | -15.89 | 15.91 | 267.62 | 13.72 | 101.% | 0.81 |
| 9345 | D65/10° | 28.89 | -0.68 | -16.24 | 16.26 | 267.62 | 13.68 | 100.% | 0.58 |
| 9344 | D65/10° | 28.58 | -0.34 | -15.92 | 15.93 | 268.79 | 13.39 | 101.% | 0.67 |
| 93481 | D65/10° | 28.58 | -0.34 | -15.92 | 15.92 | 268.78 | 13.39 | 101.% | 0.67 |
| 9350 | D65/10° | 28.39 | -0.73 | -15.92 | 15.93 | 267.38 | 14.12 | 103.% | 0.9 |
| 93501 | D65/10° | 28.90 | -0.68 | -16.23 | 16.24 | 267.60 | 13.64 | 100.% | 0.59 |
| 9351 | D65/10° | 28.66 | -0.42 | -16.27 | 16.27 | 268.52 | 13.59 | 101.% | 0.37 |
| 93511 | D65/10° | 28.58 | -0.60 | -16.29 | 16.30 | 267.90 | 13.99 | 102.% | 0.51 |
| 9353 | D65/10° | 28.88 | -0.63 | -16.18 | 16.19 | 267.76 | 13.64 | 100.% | 0.58 |
| 93531 | D65/10° | 28.80 | -0.38 | -16.22 | 16.22 | 268.66 | 13.34 | 99.% | 0.38 |
The fastness properties for the dyed samples are presented in Chart 3. When comparing the fastness properties of water fastness and perspiration fastness are good. The rub fastness values are somewhat manageable considering the solid indigo dyed fabric. The wash fastness to color change and staining are below the mark and thus requires to be strengthened in the further processing of these indigo dyed fabrics.
Chart 3. Color fastness of indigo dyed linen fabric samples.
| Sample | Water Fastness | Washing fastness | Wet Rubbing | Dry Rubbing | Perspiration Fastness | |||||||
| Colour Change | Staining | |||||||||||
| CA | CO | PA | PES | PAN | WO | Acid | Alkali | |||||
| 9347 T | 4 | 2 | 2 | 2 | 2 | 2.5 | 3 | 2.5 | 2 | 3 | 4 | 4 |
| 9348 | 4 | 2 | 2 | 3 | 2 | 3 | 3.5 | 2.5 | 1.5 | 3 | 4 | 5 |
| 93461 | 4 | 2.5 | 3 | 3 | 2 | 2.5 | 3 | 3 | 2 | 3 | 4 | 4 |
| 9345 | 4 | 2 | 2 | 2.5 | 3 | 3 | 3 | 2.5 | 2 | 4 | 4.5 | 4 |
| 9344 | 4.5 | 2.5 | 2.5 | 3 | 3 | 3 | 3 | 2 | 2 | 3 | 4 | 4 |
| 9350 | 4 | 2 | 3 | 3 | 2 | 3 | 3 | 2 | 1.5 | 3 | 4 | 4.5 |
| 9351 | 4.5 | 2 | 2 | 2 | 2 | 2.5 | 4 | 2.5 | 2 | 3 | 5 | 4 |
| 9353 | 4.5 | 2.5 | 3 | 3 | 2.5 | 2.5 | 3 | 2.5 | 2 | 3 | 4 | 4.5 |
| 93531 | 4 | 2.5 | 2.5 | 3 | 2 | 3 | 3 | 3 | 1.5 | 3 | 4 | 4 |
From the picture 2 representing the washed samples we can see the signatory puckering effect in the seams which is largely associated with the indigo fading effect.
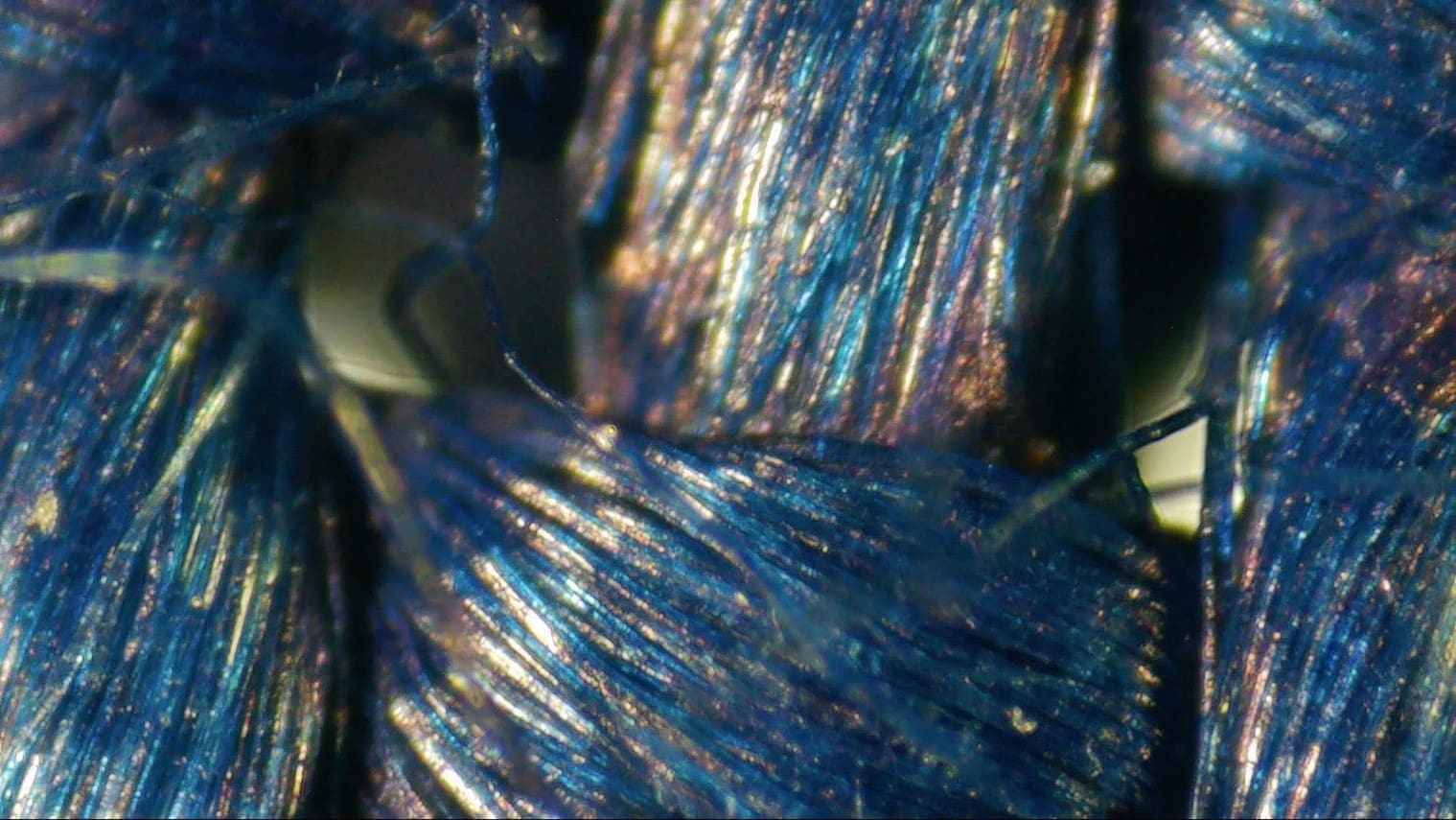
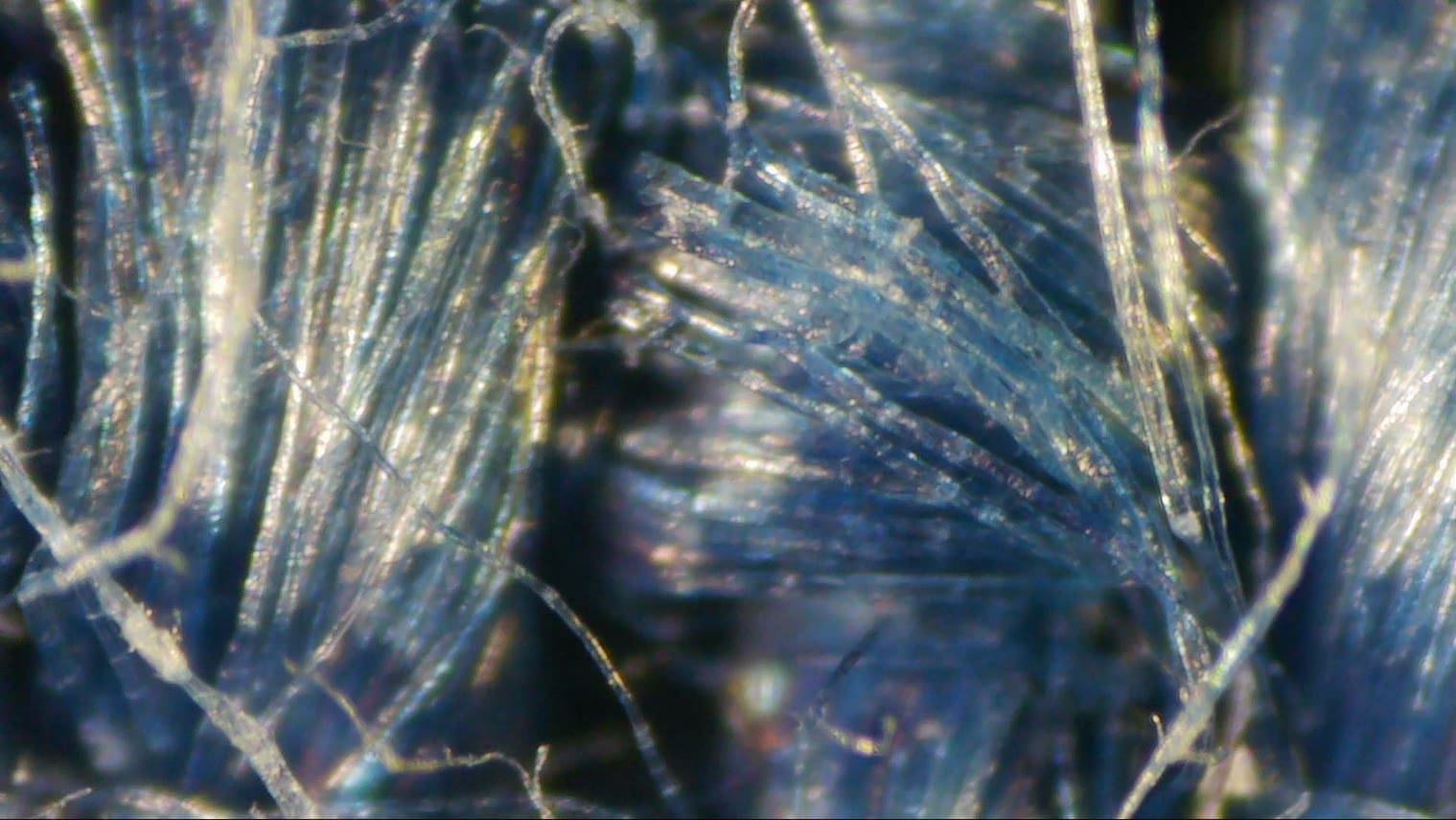
Observations about the microscopic analysis of indigo-dyed fabric picture 3 and its washing in picture 4, behavior is largely accurate and aligns with the well-known phenomenon of “ring dyeing” associated with traditional indigo dyeing process.
In traditional indigo dyeing, the dye molecules do not penetrate deep into the fiber but instead adhere to the outer layers of the fabric. This is due to the nature of indigo dye. The “ring dyeing effect” is a term used to describe the uneven distribution of indigo dye on the fabric surface. It creates a characteristic appearance where the outermost layers of fibers, those most exposed to the dye bath, take on a darker color compared to the inner layers. This effect is visible under a microscope, where the concentration of dye on the fabric’s surface can be observed.
After washing, the indigo dye’s lack of deep penetration becomes apparent as the surface dye begins to fade or wear off. This fading a hallmark of indigo-dyed textiles and contributes to the unique and desirable patina associated with indigo-dyed denim. It’s an excellent illustration of how the structure of the dye molecules and their interaction with the textile fibers result in the distinct appearance and behavior of indigo-dyed textiles.
Picture 3. Indigo Dyed Linen fabric microscopic view
Picture 4. Washed Indigo dyed linen fabric microscopic view
- Conclusion
The Ultra Rapid Dyeing Technology [PG] represents an innovative approach that combines various emerging technologies to achieve efficient dye application using the pad dry bake method. This process utilizes thermo sonic energy to significantly enhance dye substantivity, creating a conducive environment for dye molecules to penetrate fabric fibres. Mechanical padding is then employed to ensure rapid dye fixation on the fabric within an inert atmosphere. This method consistently delivers results for both short and long production runs. Further microscopic analysis reveal the presence of surface-dyed indigo and that washing leads to the fading of this surface dye is consistent with the behavior of indigo-dyed fabrics and the ring dyeing phenomenon.
The application of this technology has enabled the successful dyeing of fabric in indigo color, revolutionizing the traditional indigo dyeing process. This advancement promotes sustainability by reducing water consumption, energy usage, and the need for harmful chemicals. A typical indigo yarn dyeing process consumes around 150 litres of water per kilogram of fabric [17], while the Ultra Rapid Indigo Dyeing technology achieves this with just 1.0 litre of water per kilogram of fabric. This remarkable reduction in water usage represents approximately 1% of the water required by conventional methods.
One of the significant advantages of this technology is its minimal capacity of standing dye liquor, resulting in negligible effluent generation. This not only contributes to environmental conservation but also leads to cost savings in machinery, wastewater treatment, energy, and raw materials and chemicals used in the dyeing process. Consequently, this technology reduces the overall investment required.
The application of indigo dye in fabric dyeing has expanded the possibilities across various fabric types, including different constructions, weaves, GSM (grams per square meter), fiber blends, yarn blends, and even yarn-dyed fabrics. This departure from the notion that indigo is solely for yarn dyeing has paved the way for versatile and creative applications.
With an increasing focus on environmental awareness, sustainability, and ethical sourcing, contemporary customers are more conscious of the environmental impact of their choices. Retailers are responding by seeking sustainable production methods. The eco-friendly nature of the ultra-rapid indigo dyeing process aligns well with this trend, making it a promising concept for fostering a sustainable dyeing business.
References
[1] W. Schramm and J. Jantschgi, “Comparative assessment of textile dyeing technologies from a preventive environmental protection point of view,” Coloration Technology, vol. 115, no. 4, pp. 130-135, 1999.
[2] E. Commission, “Reference Document on Best Available Techniques for the Textiles Industry,” European Integrated Pollution Prevention and Control Bureau, Institute for Prospective Technological Studies, Spain, vol. BREF TXT 07, 2003.
[3] D. Phillips, “Environmentally friendly productive and reliable: priorities for cotton dyes and dyeing processes,” Journal of the Society of Dyers and Colourists, vol.112, no. 7-8, pp. 183-186, 1996.
[4] https://en.wikipedia.org/wiki/Sustainability.
[5] E. Oner, I. Baser, and K. Acar, “Use of ultrasonic energy in reactive dyeing of cellulosic fabrics,” Journal of the Society of Dyers & Colourists, vol. 111, no. 9, pp.279-281, 1995.
[6] Z. Khatri, M. H. Memon, A. Khatri, and A. Tanwari, “Cold Pad-Batch dyeing method for cotton fabric dyeing with reactive dyes using ultrasonic energy,” Ultrasonics Sonochemistry, vol. 18, no. 6, pp. 1301-1307, 2011.
[7] K. A. Thakore, “Ultrasound treatment in exhaust and pad-batch dyeing,” AATCC Review, vol. 11, no. 4, pp. 66-74, 2011.
[8] Egyptian Pharmaceutical Journal, Vol. 16 No. 3, September-December 2017.
[9] Dyes and Pigments 134 (2016) 442-447.
[10] M. Božič and V. Kokol, “Ecological alternatives to the reduction and oxidation processes in dyeing with vat and sulphur dyes,” Dyes and Pigments, vol. 76, no. 2, pp. 299-309, 2008.
[11] N. Lei, D. Gong, X. Ling, and Y. Shi, “Researches on microwave dyeing cotton fabrics,” vol. 627, pp. 343-347, 2013.
[12] M. R. Badrossamay and S. H. Amirshahi, “Effect of microwave heating on dyeing of cotton fabrics,” pp. 414-416, 2001.
[13] A. Schmidt, E. Bach, and E. Schollmeyer, “The dyeing of natural fibres with reactive disperse dyes in supercritical carbon dioxide,” Dyes and Pigments, vol. 56, no. 1, pp. 27-35, 2003.
[14] M. V. Fernandez Cid, J. van Spronsen, M. van der Kraan, W. J. T. Veugelers, G. F. Woerlee, and G. J. Witkamp, “A significant approach to dye cotton in supercritical carbon dioxide with fluorotriazine reactive dyes,” The Journal of Supercritical Fluids, vol. 40, no. 3, pp. 477-484, 2007.
[15] V. A. Shenai, Chemistry of Dyes and Principles of Dyeing, Third. Mumbai: Sevak Publications, 1997.
[16] E. Csanák, “Denim Fitting & Finishing : Challenges on High-Quality,” in International Joint Conference on Environmental and Light Industry Technologies, 2015, no. November, p. 10.
[17] B. Jiby., “The Indian Denim Industry In a Market Driven Environment,” Int. J. Adv. Res., vol. 5, no. 6, pp. 2088–2095, Jun. 2017.
[18] S. Meraj, A. Qayoom, and A. S. N., “Effective Process Optimization of Indigo Rope Dyeing : A Case Study,” J. New Technol. Mater., vol. 6, no. 2, pp. 33–37, 2016.


