
Textile is one of the important and rising industries in India. Chemical wet processing of textile consumes 50000-60000 chemicals, dyes and auxiliaries and some of them are banned due to carcinogenic or its ill impact. It has been imperative to produce quality goods at economical price but not at the cost of environment, health & hygiene. Due to hazardous nature of chemicals used in textile production, many adverse impacts are seen on human being, animals / plantation & atmosphere. To overcome this burning issue, it is essential to understand the matter in depth especially in textile production areas right from cotton growing to garment stage. Especially in processing industry, from pre-treatment to finishing needs to concentrate selection of eco-friendly chemicals including process parameters. Self-assessment of chemical inventory and chemical management systems will help to comply with global chemical legislation, Retailer & Brand Restricted Substance Lists (RSL’s) and Manufacturing Restricted Substance Lists (MRSL’s).
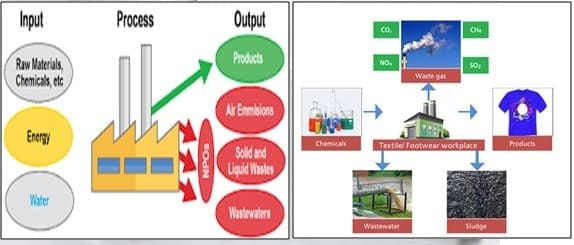
Textiles industries use different chemicals in different processes like Desizing, Scouring, Bleaching, dyeing, printing, finishing, softening, washing, specialized effects on garment etc. The textiles processing industries consumes huge quantity of water and produces large volume of waste water from different steps in various processes. These processed helps to get desired product but also generates lots of NPO – Non Productive Outputs – in the manner of air NOX, SOX, CO2 CO, effluent & sludge This leads to increase in pollution. Waste water from textile processing and dyeing containing residues requires appropriate treatment before being released into environment. It is obvious that these pollutants’ harmful to environment & hence, A thought is to be given for using low harmful chemicals in process which are easily bio degradable & can reduce the pollution level up to a large extent. CMS helps in selection of non-hazardous chemicals as well as reduction in water volume.
We have Recent consciousness about eco-friendly processing in textile industry has increased awareness of environmental issues. Chemical Management System can help to reduce NPO (Non Productive Output) & reduces pollution load on ETP & also confirm sustainable quality of product as per customer’s requirements. CMS is an effective tool for improving overall environmental and chemical performance while achieving desired quality. This includes involvement right from top management to actual work force. This also includes right from Chemical manufacturer, Production houses, traders, & ultimate garment retailer. It is essential to bring awareness among everyone to protect mother earth from pollution. Let us understand CMS in details.
A. What is CMS
CMS means, “To manage hazardous chemicals (covering physical, health, safety and environmental hazards) during selection, use & discharge of each chemical consumed in a plant. The chemical management will cover all chemicals in process, product & waste.
Looking towards seriousness of subject & need of an hour, CMS is developed. There are many consultants who work on CMS & guide industries for better outputs by reducing hazards
 B. Objectives of CMS
B. Objectives of CMS
- To meet legal Compliances
- To improve Productivity
- To maintain Health & Hygiene at facility & nearby area.
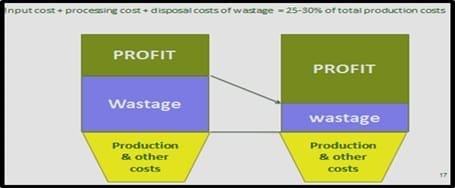
- To increase profit Profits of production houses.
C. Advantages of CMS
- Cost savings with consistency in quality.
- Compliance in outputs (Product & waste – effluents)
- Saving in Natural resources (water & Energy)
- Reduce accidents & improves Health & Safety.
- Compliance with International & local legislations.
D. How to Implement CMS
- Commitment of Top management for CMS
- Development of CMS team
- Development of CMS Policy (attached standard draft for reference)
- Deciding authorities & responsibilities of team member of CMS team.
- Training to CMS team & work force.
- Providing necessary formats for implementation of CMS in facility.
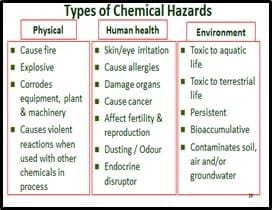
- Develop Chemical log & identify Physical / Human / Environmental Hazards of each chemical.
- Time bound action plan for identified hazards.
- Development of MIS System – Daily / Monthly check points & reporting system for CMS.
- Develop a system of self-assessment for continual improvement.
E. Examples for action plan (Towards continual improvement)
- Reduce chemical consumption by automation (pH control, Temp control, etc…)
- Use of Enzyme base or similar technology in pre treatments
- Techniques to Reduce Salt consumption.
- Replace Soda ash by Liquid alkali.
- Know chemicals & understand required parameters for application.
- Reuse
- Water (standing bath technique, Counter current washing)
- Recycle -Water from Pre-treatments.
- Reuse – Salt from Dye bath drain.
- Extract Water by using Vacuum slit instead of regular squeezing.
- Recover Caustic from mercerize wash liquor.
- Recover PVA from desizing.
- Reuse of pigment paste.
- Single bath dyeing of PC blends for selective shades.
- Reduce MLR by various techniques
F) Development of Good Work Practices
- Chemical Management Work Practices
Management of Material Safety Data Sheet. (MSDS & TDS)
Chemical Storage & Handling ( Storage, Correct Labelling & Transportation)
Optimization of Chemical Usage
Use of Personal Protective Equipment.
Regular testing of incoming & out going material.
Maintenance and Housekeeping.
Waste generation and Disposal.
G) Develop Habit for work safety
o Understand MSDS & apply safety norms as per hazard identification
o Proper selection of PPE & it’s being used by workers.
o Define procedure for selection of chemicals.
o Regular review of chemical inventory log
o Chemical log must include all chemicals used in
Production
ETP
Laboratory
Housekeeping including toilets.
o Action plan for chemical seepages – Display at appropriate locations
o Display of First aid measures & team along with First aid boxes.
o Understand latest version of Brand RSL’s with permit values.
o Conformation of chemicals for brand RSLs from chemical suppliers.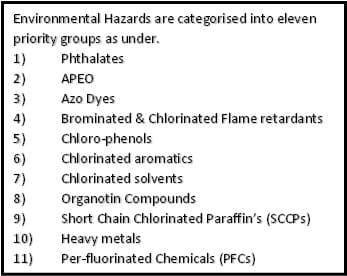
coming chapters, we will discuss more details of eleven priority chemical hazards
- Why these groups are considered as hazards. What are its impact on human
- How to identify these groups in end product
- How to avoid use of chemicals containing these chemicals.
Standard Chemical Management Policy
(Facility cam modify as per requirements)
We at XXX YYY ZZZ are committed to manage hazardous chemicals (covering physical, health, safety and environmental hazards) during selection, use & discharge of each chemical consumed in our plant. The chemical management will cover all chemicals in process, product & waste.
We ensure protection of workers, communities and consumer health by managing compliance of the hazardous chemicals in our production systems, materials and products to the requirements of applicable legislations & Brand RSLs / MRSLs.
We understand that maintenance of safe and healthy work environment is essential for productivity, quality, cost and above all employees’ well-being.
We also confirm that chemicals used and produced during our processes will have minimum adverse effect on human health and the environment, and the use of all toxic chemicals (this includes all chemicals listed in 11 priority groups as per priority list) will be eliminated as per time bound commitment.
We achieve this by:-
1. Developing a chemical compliance team to manage hazards in raw materials, waste and input chemicals.
2. Understanding & implementing application methods of chemicals used for each process, as recommended by the chemical supplier.
3. Understanding MSDS & technical data sheet of each chemical, especially for its hazard and impact on health & environment.
4. Reduce the consumption of chemicals by adoption of clean technology and “green” products
5. Health & safety training for chemical hazards for all employees
6. Compliance to the RSLs / MRSLs of serviced Brands by:
a. Documenting and communicating the RSLs / MRSLs to employees and raw material suppliers.
b. Ensuring correct and complete Declarations from chemical suppliers
c. Regularly updating & communicating the revisions in the RSLs / MRSLs



