
Polyester Fibre History, Raw Materials, The Manufacturing Process, Characteristics, Properties, Blend, Care, The Future
| Fabric name | Polyester |
| Fabric also known as | Polyethylene terephthalate, PET, microfibre |
| Fabric composition | Polymers derived from fossil fuels or organic sources |
| Fabric possible thread count variations | 200-1,000 |
| Fabric breathability | Very breathable |
| Moisture-wicking abilities | High |
| Heat retention abilities | Medium |
| Stretchability (give) | Medium |
| Prone to pilling/bubbling | Medium |
| Country where fabric was first produced | United States |
| Biggest exporting/producing country today | China |
| Recommended washing temperatures | Cold, warm, or hot |
| Commonly used in | Shirts, pants, hoodies, dresses, jackets, underwear, socks, blankets, hats, sheets, rope, upholstery |
Polyester (polyethylene terephthalate PET) is a synthetic fibre derived from coal, air, water, and petroleum. This artificial fibre is comprised of purified terephthalic acid (PTA) and monotheluene glycol (MEG).
Developed in a 20th-century laboratory, polyester fibres are formed from a chemical reaction between an acid and alcohol. In this reaction, two or more molecules combine to make a large molecule whose structure repeats throughout its length. Polyester fibres can form very iong molecules that are very stable and strong.
Polyester Fibre is a manufactured fibre in which the fibre forming substance is any long-chain synthetic polymer composed of at least 85% by weight of an ester of a substituted aromatic carboxylic acid, including but not restricted to substituted terephthalic units, p(-R-O-CO- C6H4-CO-O-)x and parasubstituted hydroxy-benzoate units, p(-R-O-CO-C6H4-O-)x.
Polyester is used in the manufacture of many products, including clothing, home furnishings, industrial fabrics, computer and recording tapes, and electrical insulation. Polyester has several advantages over traditional fabrics such as cotton. It does not absorb moisture, but does absorb oil; this quality makes polyester the perfect fabric for the application of water-, soil-, and fire-resistant finishes. Its low absorbency also makes it naturally resistant to stains. Polyester clothing can be preshrunk in the finishing process, and thereafter the fabric resists shrinking and will not stretch out of shape. The fabric is easily dyeable, and not damaged by mildew. Textured polyester fibres are an effective, nonallergenic insulator, so the material is used for filling pillows, quilting, outerwear, and sleeping bags.
History
In 1926, United States-based E.I. du Pont de Nemours and Co. began research into very large molecules and synthetic fibres. This early research, headed by W.H. Carothers, centered on what became nylon, the first synthetic fibre. Soon after, in the years 1939-41, British research chemists took interest in the du Pont studies and conducted their own research in the laboratories of Calico Printers Association, Ltd. This work resulted in the creation of the polyester fibre known in England as Terylene.
In 1946, du Pont purchased the right to produce this polyester fibre in the United States. The company conducted some further developmental work, and in 1951, began to market the fibre under the name Dacron. During the ensuing years, several companies became interested in polyester fibres and produced their own versions of the product for different uses. Today, there are two primary types of polyester, PET (polyethylene terephthalate) and PCDT (poly-1, 4-cyclohexylene-dimethylene terephthalate). PET, the more popular type, is applicable to a wider variety of uses. It is stronger than PCDT, though PCDT is more elastic and resilient. PCDT is suited to the heavier consumer uses, such as draperies and furniture coverings. PET can be used alone or blended with other fabrics to make clothing that is wrinkle and stain resistant and retains its shape.
Polyester Defined
The Federal Trade Commission defines polyester as “a manufactured fibre in which the fibre-forming substance is any long-chain synthetic polymer composed of at least 85 percent by weight of an ester of a substituted aromatic carboxylic acid, including but not restricted to substituted terephthalic units, p(–R–O–CO–C6H4–CO–O–)x and parasubstituted hydroxyl-benzoate units, p(–R–O–CO–C6H4–O–)x” (Collier and Tortor, p. 179). The polyester most commonly used for fibres is PET.
Raw Materials
Polyester is a chemical term which can be broken into poly, meaning many, and ester, a basic organic chemical compound. The principle ingredient used in the manufacture of polyester is ethylene, which is derived from petroleum. In this process, ethylene is the polymer, the chemical building block of polyester, and the chemical process that produces the finished polyester is called polymerization.

The Manufacturing Process
Polyester is manufactured by one of several methods. The one used depends on the form the finished polyester will take. The four basic forms are
- Filament,
- Staple,
- Tow, and
- Fibrefill.
In the filament form, each individual strand of polyester fibre is continuous in length, producing smooth-surfaced fabrics. In staple form, filaments are cut to short, predetermined lengths. In this form polyester is easier to blend with other fibres. Tow is a form in which continuous filaments are drawn loosely together. Fibrefill is the voluminous form used in the manufacture of quilts, pillows, and outerwear. The two forms used most frequently are filament and staple.
Manufacturing of Polyester Filament Yarn (PFY)
Polymerization
- To form polyester, dimethyl terephthalate is first reacted with ethylene glycol in the presence of a catalyst at a temperature of 302-410°F (150-210°C).
- The resulting chemical, a monomer (single, non-repeating molecule) alcohol, is combined with terephthalic acid and raised to a temperature of 472°F (280°C). Newly-formed polyester, which is clear and molten, is extruded through a slot to form long ribbons.
Drying
- After the polyester emerges from polymerization, the long molten ribbons are allowed to cool until they become brittle. The material is cut into tiny chips and completely dried to prevent irregularities in consistency.
Melt spinning
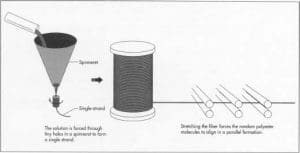
- Polymer chips are melted at 500-518°F (260-270°C) to form a syrup-like solution. The solution is put in a metal container called a spinneret and forced through its tiny holes, which are usually round, but may be pentagonal or any other shape to produce special fibres. The number of holes in the spinneret determines the size of the yarn, as the emerging fibres are brought together to form a single strand.
- At the spinning stage, other chemicals may be added to the solution to make the resulting material flame retardant, antistatic, or easier to dye.
Drawing the fibre
- When polyester emerges from the spinneret, it is soft and easily elongated up to five times its original length. The stretching forces the random polyester molecules to align in a parallel formation. This increases the strength, tenacity, and resilience of the fibre. This time, when the filaments dry, the fibres become solid and strong instead of brittle.
- Drawn fibres may vary greatly in diameter and length, depending on the characteristics desired of the finished material. Also, as the fibres are drawn, they may be textured or twisted to create softer or duller fabrics.
Winding
- After the polyester yarn is drawn, it is wound on large bobbins or flat-wound packages, ready to be woven into material.
Manufacturing Polyester Staple Fibre (PSF)
In making polyester staple fibre, polymerization, drying, and melt spinning (steps 1-4 above) are much the same as in the manufacture of filament yarn. However, in the melt spinning process, the spinneret has many more holes when the product is staple fibre. The rope-like bundles of polyester that emerge are called tow.
Drawing tow
- Newly-formed tow is quickly cooled in cans that gather the thick fibres. Several lengths of tow are gathered and then drawn on heated rollers to three or four times their original length.
Crimping
- Drawn tow is then fed into compression boxes, which force the fibres to fold like an accordion, at a rate of 9-15 crimps per inch (3-6 per cm). This process helps the fibre hold together during the later manufacturing stages.
Setting
- After the tow is crimped, it is heated at 212-302°F (100-150°C) to completely dry the fibres and set the crimp. Some of the crimp will unavoidably be pulled out of the fibres during the following processes.
Cutting
- Following heat setting, tow is cut into shorter lengths. Polyester that will be blended with cotton is cut in 1.25-1.50 inch (3.2-3.8 cm) pieces; for rayon blends, 2 inch (5 cm) lengths are cut. For heavier fabrics, such as carpet, polyester filaments are cut into 6 inch (15 cm) lengths.
Characteristics of Polyester Fibre
Strong
- Resistant to stretching and shrinking
- Resistant to most chemicals
- Quick drying
- Crisp and resilient when wet or dry
- Wrinkle resistant
- Mildew resistant
- Abrasion resistant
- Retains heat-set pleats and crease
- Easily washed
- Light-weight
- Market demand
- Low maintenance
Polyester Fibre Properties
- Cut Length :
Cut lengths available are 32, 38, 44, 51 and 64mm for cotton type spinning and a blend of 76, 88 and 102 mm – average cut length of 88m for worsted spinning. The most common cut length is 38 mm.For blending with other manmade fibres, spinners preferred 51mm to get higher productivity, because T.M. will be as low as 2.7 to 2.8 as against 3.4 to 3.5 for 38mm fibre. If the fibre length is more, the nepping tendency is also more, so a compromise cut length is 44 mm. With this cut length the T.M. will be around 2.9 to 3.0 and yarns with 35 to 40% lower imperfections can be achieved compared a to similar yarn with 51 mm fibre. In the future spinners will standardize for 38 mm fibre when the ring spinning speed reaches 25000 rpm for synthetic yarns.
For OE spinning , 32 mm fibre is preferred as it enables smaller dia rotor(of 38mm) to be used which can be run at 80000 to 100000 rpm.
Air jet spinning system uses 38 mm fibre.
2. Tensile Properties :
Polyester fibres are available in 4 tenacity levels.
Low pill fibres- usually in 2.0 / 3.0 D for suiting end use with tenacities of 3.0 to 3.5 gpd(grams per denier). These fibres are generally used on worsted system and 1.4D for knitting
Medium Tenacity – 4.8 to 5.0 gpd
High Tenacity – 6.0 to 6.4 gpd range and
Super high tenacity – 7.0 gpd and above
Both medium and high tenacity fibres are used for apparel end use. Currently most fibre producers offer only high tenacity fibres. Spinners prefer them since their use enables ring frames to run at high speeds, but then the dyeability of these fibres is 20 to 25% poorer, also have lower yield on wet processing, have tendency to form pills and generally give harsher feel.
The super high tenacity fibres are used essentially for spinning 100% polyester sewing threads and other industrial yarns. The higher tenacities are obtained by using higher draw ratios and higher annealer temperatures up to 225 to 230 degree C and a slight additional pull of 2% or so at the last zone in annealing.
Elongation is inversely proportional to tenacity e.g
Tenacity—–Elongation at Break——T10 ValuesLow Pill–
3.0-3.5———45-55%——————–1.0-1.5Medium—
4.8-5.0———25-30%——————–3.5-4.0High——-
6.0-6.4———16-20%——————–5.2-5.5Super Hi—-
7.0 plus———12-14%——————–6.0 plus————
The T10 or tenacity @ 10% elongation is important in blend spinning and is directly related to blend yarn strength. While spinning 100% polyester yarns it has no significance. Tenacity at break is the deciding factor.
3. Crimp Properties :
Crimps are introduced to give cohesion to the fibre assembly and apart from crimps/cm. Crimp stability is more important criterion and this value should be above 80% to provide trouble free working. A simple check of crimp stability is crimps/inch in finisher drawing sliver. This value should be around 10 to 11, if lower, the fibre will give high fly leading to lappings and higher breaks at winding. Spin finish also gives cohesion, but cohesion due to crimp is far superior to the one obtained by finish. To give a concrete example, one fibre producer was having a serious problem of fly with mill dyed trilobal fibre. Trilobal fibre is difficult to crimp as such, so it was with great difficulty that the plant could put in crimps per inch of 10 to 11. Dyeing at 130 degrees C in HTHP dying machine reduced the cpi to 6 to 8. Mills over sprayed upto 0.8% did not help. Card loading took place yet fly was uncontrolled, ultimately the fibre producer added a steam chest to take the two temperature to 100degrees plus before crimping and then could put in normal cpcm and good crimp stability. Then the dyed fibre ran well with normal 0.15 to 0.18 % added spin finish.
4. Spin Finish :
Several types of spin finishes are available. There are only few spin finish manufacturers – Takemoto, Matsumoto, Kao from Japan, Henkel, Schill & Scheilacher, Zimmer & Schwarz and Hoechst from Germany and George A. Goulston from USA. It is only by a mill trial that the effectiveness of a spin finish can be established.
A spin finish is supposed to give high fibre to fibre friction of 0.4 to 0.45, so as to control fibre movement particularly at selvedge, low fibre-metal friction of 0.2 to 0.15 to enable lower tensions in ring spinning and provide adequate static protection at whatever speed the textile machine are running and provide enough cohesion to control fly and lapping tendencies and lubrication to enable smoother drafting.
Spin finish as used normally consists of 2 components – one that gives lubrication / cohesion and other that gives static protection. Each of these components have upto 18 different components to give desired properties plus anti fungus, antibacterial anti foaming and stabilisers.
Most fibre producers offer 2 levels of spin finishes. Lower level finish for cotton blends and 100% polyester processing and the higher-level finish for viscose blend. The reason being that viscose has a tendency to rob polyester of its finish. However in most of the mills even lower spin finish works better for low production levels and if the production level is high, high level spin finish is required if it is mixed with viscose.
For OE spinning where rotor speeds are around 55000 to 60000 rpm standard spin finish is ok, but if a mill has new OE spinning machines having rotors running @80000 rpm, then a totally different spin finish which has a significantly lower fibre – fibre and fibre – metal friction gave very good results. The need to clean rotors was extended from 8 hours to 24 hours and breaks dropped to 1/3rd.
In conclusion it must be stated that though the amount of spin finish on the fibre is only in the range 0.105 to 0.160, it decides the fate of the fibre as the runnability of the fibre is controlled by spin finish, so it is the most important component of the fibre
Effectiveness of spin finish is not easy to measure in a fibre plant. Dupont uses an instrument to measure static behaviour and measures Log R which gives a good idea of static cover. Also, there is s Japanese instrument Honest Staticmeter, where a bundle of well-conditioned fibre is rotated at high speed in a static field of 10000 volts. The instrument measures the charge picked up by the fibre sample, when the charge reaches its maximum value, same is recorded and machine switched off. Then the time required for the charge to leak to half of its maximum value is noted. In general, with this instrument, for fibre to work well, maximum charge should be around 2000 volts and half life decay time less than 40 sec. If the maximum charge of 5000 and half life decay time of 3 min is used, it would be difficult to card the fibre, especially on a high production card.
5. Dry Heat Shrinkage :
Normally measured at 180 degree C for 30 min. Values range from 5 to 8 %. With DHS around 5%, finished fabric realisation will be around 97% of grey fabric fed and with DHS around 8% this value goes down to 95%. Therefore it makes commercial sense to hold DHS around 5%.
L and B colour
L colour for most fibres record values between 88 to 92. “b” colour is a measure of yellowness/blueness. b colour for semi dull fibre fluctuates between 1 to 2.8 with different fibre producers. Lower the value, less is the chemicals degradation of the polymer. Optically brightened fibres give b colour values around 3 to 3.5. This with 180 ppm of optical brightener.
Dye Take Up
Each fibre producer has limits of 100 +- 3 to 100+-8. Even with 100+-3 dye limits streaks do occur in knitted fabrics. The only remedy is to blend bales from different days in a despatch and insist on spinning mills taking bales from more than one truck load.
Fused Fibres
The right way to measure is to card 10 kgs of fibre. Collect all the flat strips(95% of fused fibres get collected in flat strips). Spread it out on a dark plush, pick up fused and undrawn fibres and weigh them. The upper acceptable limit is 30mgm /10kgs. The ideal limit should be around 15mgm/10kgs. DUpont calls fused/undrawn fibres as DDD or Deep Dyeing Defect.
Polyester Lustre – Polyester fibres are available in
Bright : 0.05 to 0.10 % TiO2
Semil dull : 0.2 to 0.3 % TiO2
Dull : 0.5 % TiO2
Extra dull : 0.7% TiO2 and in optically brightened with normally 180 ppm of OB, OB is available in reddish , greenish and bluish shades. Semi dull is the most popular lustre followed by OB (100 % in USA) and bright.

Blend of Polyester
Polyester yarns are available not only in 100% but also in different bland as per the requirement of the final product to be made. The blends are as follows:
Polyester – Cotton
Polyester – Acrylic
Polyester – Wool – Viscose
Polyester – Modal
Polyester – Wool – Acrylic
Black Polyester – Viscose
AA Polyester – Cotton
Polyester – Lycra
Polyester – Wool – Cotton
Care of Polyester
Polyester is often blended with other fibres that require different care procedures. For this reason, care procedures may vary across fabrics.
For 100 percent polyester fabrics, oily stains should be removed before washing. Generally they can be machine washed on a warm or cold setting using a gentle cycle. They can be tumble dried on a low setting and should be removed from the dryer as soon as the cycle is completed. Garments should immediately be either hung on hangers or folded. When handled in this way, fabrics made from 100 percent polyester rarely need ironing. If a touch-up is needed, it should be done at a moderate temperature on the wrong side of the fabric.
Some garments made from polyester or polyester blends may require dry cleaning. Tailored garments with multiple components, such as suits, may need to be dry cleaned. It is important to follow care instructions and not assume that dry cleaning is better than washing. Pigment prints on polyester should not be dry cleaned, as the solvent would dissolve the adhesive that holds the pigment on the surface of the fabric.
The Future
Following its introduction to the United States in 1951, polyester quickly became the country’s fastest-growing fibre. Easy care of the permanent press fabric made polyester double knits extremely popular in the late 1960s. Polyester leisure suits for men and polyester double knit pantsuits for women were embraced by the middle-aged and elderly. College students, on the other hand, hated polyester. In the 1970s they even referred to it as the “P” curse. They perceived it as cheap and certainly not “with it.”
However, polyester has suffered an “image problem” since that time, and clothes made out of polyester were often devalued and even ridiculed.
To combat this image, the Tennessee Eastman Company launched a “polyester” campaign to revive its image. The Man-Made Fibre Producers Association, which became the Manufactured Fibre Producers Association— Polyester Fashion Council, launched its own campaign. Both groups focused on polyester’s easy-care properties instead of its cheapness. In 1984 the Man-Made Fibre Producer’s Association and the Council of Fashion Designers endorsed collections made almost exclusively of polyester or polyester blends. Well-known designers, like Oscar de la Renta, Perry Ellis, Calvin Klein, and Mary McFadden, participated. Such publicity helped a little.
Probably a more important contributor to the improved image of polyester has been the technological advances made by the producers. Several new forms of polyester introduced in the early 1990s may help revitalize the image of polyester. A new form of polyester fibre, called microfibre, was introduced to the public in 1991. High-tech fibres made of polyester have revolutionized the active sportswear market. More luxurious and versatile than traditional polyester, microfibre fabrics are difficult to tell apart from silk fabrics. Recycled PET polyester from soda bottles is transformed into comfortable fleece, thereby appealing to those concerned with the environment.
Polyester could be called the tofu of manufactured fibres since its appearance takes on many forms. Depending upon the actual manufacturing process, polyester can resemble silk, cotton, linen, or wool. When blended with other fibres, polyester takes on even more forms, combining the good qualities of each contributing fibre. Polyester is also the most-used manufactured fibre. The DuPont company estimates that the 17.7 million metric tons consumed worldwide in 1995 will rise to almost 40 million metric tons by 2005.
Polyesters are polymers formed from a dicarboxylic acid and a diol. They have many uses, depending on how they have been produced and the resulting orientation of the polymer chains.
Polyester is used in every form of clothing:
Polyester is used for all kinds of apparel, by itself and in blends. It is found in every type of clothing, from loungewear to formal eveningwear. Some common blends include polyester and cotton for shirts and polyester, and wool for suits. Polyester contributes easy-care properties to both of those blends while cotton and wool provide comfort. Another use of polyester fibre is found inside some garments. A ski jacket with hollow polyester fibres used between the outer fabric and the lining provides warmth without weight.
Home Furnishing :
In home furnishing such as Carpets, curtains, draperies, sheets and pillow cases, wall coverings, and upholstery as well as for bedding. Sheets and pillowcases made from polyester and cotton blends, do not need to be ironed, but they are not quite as comfortable as those made from 100 percent cotton. Carpets made from 100 percent polyester are less expensive than nylon, more apt to get packed down with wear, and allow considerable build-up of static electricity during the dry winter months.
Other Uses :
Other uses include may industrial products. Polyester’s low absorbency and high strength even when wet make it ideal for umbrellas, tents, and sleeping bags. Some industrial uses of polyester take advantage of the same characteristics. Hence, polyester is used for Hoses, power belting, ropes and nets, thread, tire cord, auto upholstery, sails, floppy disk liners, and fibre fill for various products including pillows and furniture. Polyester is used for sewing thread, but thread made of 100 percent polyester tends to heat up and form knots when used in high-speed sewing. Cotton-covered polyester thread eliminates the problem.
Clothing designers such as Mary McFadden have created a line of clothes using this new form of polyester. Textile researchers at North Carolina State University are developing a form of polyester that may be as strong as Kevlar, a super fibre material used to make bulletproof vests. This type of polyester may eventually be used as composite materials for cars and airplanes.
——————————————————————————————————
Article by Ms. Hetal Mistry
Reference :
http://www.madehow.com/Volume-2/Polyester.html
https://fdocuments.in/document/polyester-fibre-from-its-invention-to-its-present-position.html
https://textilelearner.blogspot.com/2011/07/polyester-fibre-characteristics-of_11.html
https://www.fibre2fashion.com/yarns/SearchResult.aspx?Pid=2198&P=Polyester+Blends&Type=Suppliers
https://barnhardtcotton.net/blog/know-fibres-difference-between-polyester-and-cotton/
https://sewport.com/fabrics-directory/polyester-fabric
http://textilefashionstudy.com/polyester-physical-and-chemical-properties-of-polyester/
https://www.textileadvisor.com/search?q=polyester+fibre+properties


