Mayur Basuk & Girish Kherdekar
Wool Research Association – Center of Excellence for Sportech, Thane- 400607,
Maharashtra, India; Correspondence: Phone no: +91 9699821340; +91 22 2586 8109,
Fax: +91 22 2531 8365; Email: wra@wraindia.com, mayurtex.basuk@gmail.com
Abstract
Coating and laminating are increasingly important techniques for adding value to technical textiles. Coating and lamination enhance and extend the range of functional performance properties of textiles and the use of these techniques is growing rapidly as the applications for technical textiles become more diverse. They are two functional processes which are used make a proper finishing to the textile material. Cheaper fabric structures may be coated or laminated to provide higher added value to end-users and higher profit margins to manufacturers. The present paper deals with the fabric preparation, methods used, application areas, tests required and market scenario for coating and lamination.
Key words: Coating, Laminations, methods & applications
- Introduction
Coated fabrics are engineered composite materials, produced by a combination of a textile fabric and a polymer coating applied to the fabric surface. The polymer coating confers new properties on the fabric, such as impermeability to dust particles, liquids and gases, and it can also improve existing physical properties, such as fabric abrasion. The fabric component generally determines the tear and tensile strength, elongation and dimensional stability, while the polymer mainly controls the chemical properties, abrasion resistance and resistance to penetration by liquids and gases. Many properties, however, are determined by a combination of both these components, and both base fabric and polymer must be carefully selected by a thorough consideration of the properties required in the finished product.
Coated textiles is defined as a material composed of two or more layers, at least one of which is a textile fabric and at least one of which is a substantially continuous polymeric layer. The layers are bonded closely together by means of an added adhesive or by the adhesive properties of one or more of the component layers. In other word it is described as a textile fabric on which there has been formed in situ, on one or both surfaces, a layer or layers of adherent coating material. Coated fabrics can be used as
- Coverings or as a barrier for protection, separation containment.
- For appearance modification for decorative or functional purpose.
- Improving dimensional stability, controlling stretch, preventing edges from frying or curling.
- For control of porosity, e.g. for filtration.
- As a matrix for holding some functional material, chemical, pigment or other agent.
- As a processing aid, for example in ‘in situ’ moldings, vacuum technique or thermo-moldings.
- Combining the specialist properties of polymers with the flexibility, strength, drapability and covering power of a fabric.
On the other hand, lamination process is used to prepare some important textile products with daily uses in our practical life like- blackout curtains and blinds etc1-7.
The key to success in textile coating and lamination depends upon the application of appropriate technology using modern machinery. Machine productivity is important, but flexibility in terms of production speed and the versatility of coating/lamination methods are important factors to consider, as well as a high level of process monitoring, process control and automation to satisfy demanding technical specifications.
2. Material & their properties
2.1. Preparation of fabrics(3,4,5)
A. Woven fabric:
The original and still most commonly used is the woven fabric. The woven fabrics have three basic construction .the plain weave, the satin weave, and the twill weave.
B. Knitted fabric:
Knitted fabrics are used where moderate strength and elongation are required. The knit market, it has recently been replaced by polyester or cotton yarn and filament. The main use of knit fabric is in apparel, automotive and furnishing furniture upholstery, shoe liner, boot shanks –any place elongation is required.
C. Non-woven:
Many types of nonwoven fabric are used as a substrate .The wet web process gives a non-woven fabric with paper like properties, low elongation, low strength and poor drape. It is difficult to achieve strength as well as a smooth surface; therefore, a high quality non-woven of this is very expensive.
A thin layer of polyester based polyurethane foam can be needed into the non-woven to improve the surface coating properties.
2.2 Material/Polymers used in Textile Coating(2,3)
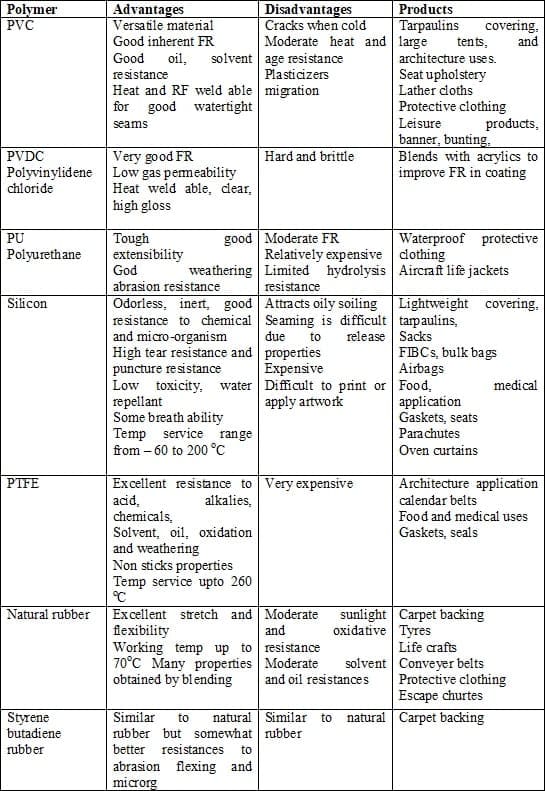
The wide ranges of polymer used, are available for different types of coatings. The functional property of coated fabrics will depend on the chemical nature of the polymer used. Following table 1 indicates main polymer used in textile coating & Table 3 depicts the function of functional properties of different coating composition:
Table 1: Material/Polymers used in Textile Coating
2.3 Materials for lamination
2.3.1 Membrane Laminated fabric: Membranes are extremely thin films made from polymeric material and engineered in such a way that they have a very high resistance to liquid water penetration, yet allow the passage of water vapour. Films have the advantage over fabrics of 100% cover at light weights; they are generally completely impermeable to liquids and gases and are also excellent barriers to dust and other particles. Film/fabric laminates are used in sail making, hot air balloons and airships etc. Films can be used to produce reflective surfaces with efficiencies much higher than can be produced with a fabric. They are of two types of membrane, microporous and hydrophilic
A. Microporous Membrane: The first and probably the best known microporous membrane developed and introduced in 1976 by W. Gore, is known as Gore-Tex. This is a thin film of expanded polytetrafluoroethylene (PTFE) polymer. The latest Gore-Tex membrane is a thin film claimed to contain over 9 billion microscopic pores per square inch, these pores are actually 20,000 times smaller than a water droplet, but 700 times larger than a water vapor molecule. Other manufacturers make similar membranes based on microporous polyvinylidene fluoride (PVDF) cast directly on to the fabric. The hydrophobic nature of the polymer and small pore size requires very high pressure to cause water penetration.
B. Hydrophilic Membranes: Hydrophilic membranes are very thin films of chemically modified polyester or polyurethane containing no holes which, therefore, are sometimes referred to as non-poromeric. Water vapour from perspiration is able to diffuse through the membrane in relatively large quantities. The polyester or polyurethane polymer is modified by incorporating up to 40% by weight of poly (ethylene oxide). The poly (ethylene oxide) constitutes the hydrophilic part of the membrane by forming part of the amorphous regions of the polyurethane polymer system. It has a low energy affinity for water molecules which is essential for rapid diffusion of water vapor. The membranes are laminated to the textile material with chemical or thermal bonding8.
Speciality films are widely used in protective clothing as waterproof and breathable barriers against the weather. They are also used in footwear, and medical applications are being explored.50–55 The market leaders are Gore-Tex which is a PTFE film, Sympatex (Acordis) which is made from polyester, and Porelle (Porvair) which is polyurethane based.
2.3.2 Polyurethane & Poly Olefin foam
Polyurethane foams are available in various qualities, such as different densities, FR properties, different porosity and other specialist chemical and physical properties. The largest outlet for polyurethane foam is in textile laminates, used for automobile seats covers and for other coverings in the car interior. The usual form is sheet foam with a thickness of anything between 2 and 10 mm or more, laminated to the face fabric on one side, and a lightweight ‘scrim’ fabric on the other side. The polyurethane foam may be either polyester polyurethane or polyether polyurethane. The polyurethane foam is generally more easily laminated by the flame lamination technique. For polyether polyurethane foam chemicals are added to the foam to make this possible. Polyurethane foam develops cracks in hot, humid areas2,3.
3. Coating Methods:
3.1 Principle of fabric coating1-5
Coating method can be classified in several ways. Their most fundamental characteristics are the number of layer that can be applied per applicator. Single layer method is applied coating layer at a time and requires several applicator inline to achieve the total number of layer desired in the coating structure. These analyses classify method by number of layer and indicate which give more uniform coating.
Single layer method:
In this type of coating, usually the layer, which is applied on the base fabric, is single coated. This is useful when we required a thin coating to a substrate. It is also possible that by applying single layer, we will get a thick coating. But that time coating solution should be more viscous by nature.
Dip coating: knife coating, air knife coating
Rod coating: blades coating, forward and reverse roll coating
Multi layer coating:
In this type of coating, more than one layer is usually applied on single coated fabric. By using multiplayer coating method we can improve the serviceability, durability even other coated properties for fabric. Sometimes while applying coating solution on the fabric, then it is difficult to achieve proper property to the fabric because of thin coating so that time it is necessary to apply more than one coating to the fabric to get proper properties by applying thick coating.
Slide coating, curtain coating
Basic consideration to select coating method:
None of the basic families of coating technique can be applied for all purpose because coating involve different coating weight, solvent and viscosity achieve though desired quality and functionally of a coating in an economical way .we must select an appropriate coating method (1)
• Number of layer
• Wet layer of thickness
• Viscosity
• Coating accuracy require
• Coating support or web
• Coating speed
3.2 Type of coating
The broad classification is based on the form of the coating material as follows:
3.2.1 Lick roll method
In this method, the fabric was passed over the coating roll which was rotated in a trough of the coating liquor as shown in Fig. 1.
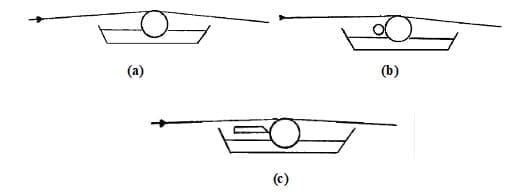
Fig. 1: Other lick roll methods. (a) Lick roll method (b) A metering roll (c) doctor knife
3.2.2 Direct Coating
Direct method is sometimes called the ‘floating knife’ technique. In this method, the coating fluid is applied directly to the textile fabric and spread in a uniform manner by means of a fixed knife. The thickness of the coating is controlled by the gap between the bottom of the knife and the top of the fabric. The way in which this gap is controlled determines the type of machinery used. The following are the main techniques used:
- knife on air
- knife over table
- knife over roller
- knife over rubber blanket
The amount of polymer applied, the ‘add-on’ depends on the concentration of the dispersion or solution – this is the so-called ‘solids content’; other parameters also affect resin add-on. The add-on is also influenced by the blade profile and blade angle, and by the fabric tension, which determines the intimacy of contact with the fabric.
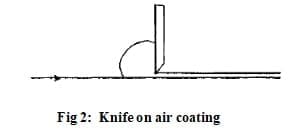
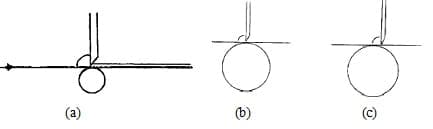
A. Knife on air
In this method, the knife is positioned after a support table and rests directly on the fabric. This technique is useful for applying very thin, lightweight, impermeable coatings (as low as 7–8 g/m2) suitable for hot air balloons, anoraks, etc1. Fig 2 shows Knife on air coating.
 B. Knife over roller
B. Knife over roller
In this method, a gap is set between the blade and the surface of the fabric to apply a measured amount of coating. It is also used if the weight of the coating being applied is too heavy for the fabric to support. The ‘off crown’ position is useful for coating thick fabrics which have raised surface or pile. Fig 3 shows Knife over roller.
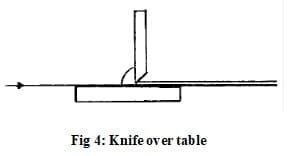
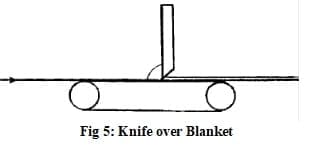
The main advantage of Knife on air is that any irregularities in the fabric do not affect the running of the machine. However, this is not the case with the knife over table or knife over roll methods for although the coating thickness can be accurately controlled, any fabric faults or joints in the fabric are likely to jam under the blade causing fabric breakage. The problem of metering an accurate amount of coating onto the substrate was finally solved by the use of a flexible rubber blanket, which gives a controlled gap for the coating compound and yet is sufficiently flexible to allow cloth imperfections or sewing to pass underneath the blade without getting trapped and causing break outs. In knife over blanket, the web is supported by a short conveyor, in the form of an endless rubber blanket stretched between two rollers. Because the tension applied on the blanket results in a uniform pressure between the knife and the substrate, the fabric is not subjected to stretching in this arrangement1,4. Fig 5 shows Knife over Blanket.
Blade profile: There are three main types of knife profile as shown in fig 6.
1) Pointed blade, 2) Round blade 3) Shoe blade

Product from direct coating:
- Waterproof protective clothing fabric
- Automotive car seat fabric
- Tarpaulins
- Lightweight fabric
- Blankets (containing more than 40 layers of direct coating)
- Conveyer belts
3.2.3 Foam Coating:
‘Foam coating’ is related to direct coating which involves preparation of foam using a solution or a water dispersion of the textile chemical to be applied. The foam is direct coated in the same way as described above for compounded polymers. Foam processing is extremely useful for very heavy weight materials such as carpets, which are usually treated with anti-soil finishes such as fluorocarbons. The fluorocarbon is applied from very ‘dry’ foam, i.e. very low density containing very little water, to the face side of the carpet. If the carpet were completely immersed in water it would be quite impossible to dry off all the water at a commercial speed. Fluorocarbons can be applied to carpets made from all fibers, including polypropylene, in this manner.
Advantages of foam coating
- less water to dry off and
- The foam does not sink into the fabric, but sits on the surface. The foam collapses on drying and is not actually visible as a separate layer when dry.
- The foam processing method is especially useful for applying finishes to only one side of the fabric the non-coated side.
3.2.4 Foamed & Crushed Foamed Coating:
This method generally apply polymer to the woven fabric, knitted fabric, yarn, fabric of a general open construction, which cannot generally be direct coated.
Importance:
- More softer handle and better drape than direct coating.
- Degree of permeability and breath ability is good.
- Versatile in nature so that many different varieties of filler including pigment can be added to coating formulation to produce different novel properties.
A typical foam coating formulation may contain
Acrylic resin; Water; foaming agent and Foam stabilizers (ammonium stearate), thickening agent; Filler, e.g. calcium carbonate; FR chemical (if necessary); Cross linking agents (if necessary).
Product:
- All polymer, acrylic, water based rubber, polyurethane could also be used.
- Floor covering, wall covering, black out curtain, and curtain lining.
- Filter fabric
- Fire retardant chemical are incorporated into foam.
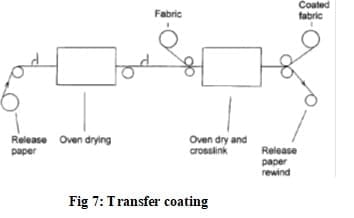
3.2.5 Transfer Coating:
This technique is used for knitted fabrics which compare to oven fabric are open and stretchy and can’t be coated by direct coating method. Because they would distort under the tension applied to obtain a flat surface and here resin would sink into knitted fabric and probably penetrate through to the face and fabric stiffing would accure i.e. loss in tear strength.
Disadvantage:
- More expensive than direct coating, partly because of added cost of relatively expensive paper and more expensive double headed plant
- In some cases, the release paper can be rolled up and reused but release property deteriorates each time.
- The amount of any raising agent used should be kept to minimum because they cause negative effect on coating.
Product:
- Main outlet for transfer coated polyurethane fabric is in unmarked, waterproof protective clothing. Luggages, footwear, gloves, waterproof mattress cover.
- Produce coated fabric with excellent high visibility appearance.
- Transfer coating are used in upholstery and produce an attractive product.
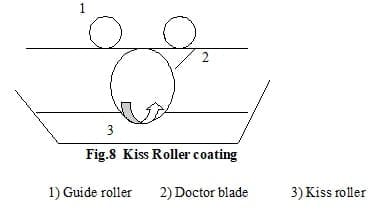
3.2.6 Kiss roll coating:
Kiss roll coating is one of the best-known methods, which comes under the direct application method, which has the product to be applied on its surface. This kiss roller is either fed directly with coating liquor, whereby it is immersed directly into the auxiliary.
The kiss roller rotates either in the running direction of the substrate or in the opposite direction. If they rotate in the same direction, it is conceivable that the peripheral speed of the roller may be greater than the speed of the nonwoven or it may be slower.
In practice it is common to operate the kiss roller alternatively in both directions. In this way, with the same liquor concentration the add on and the penetration depth can be altered substantially. When the kiss roller rotates in the same direction the liquor normally penetrate more deeply into the substrates tan if it rotates in the opposite direction.
3.2.7 Rotary screen coating:
The rotary screen technique can also be used for coating polymer on to fabric with add on between 5 to 500 g/m2. The add on is controlled by resin viscosity, the mesh of the cylindrical screen, the speed and pressure of the squeegee bar inside the screen. The fabric moves at the same speed as the rotation of the rotary screen and there is no any frictional contact between them. When a resin is deposited on to the fabric, the resin flows and merges together to form a continuous coating.
This method is generally restricted to water based resin due to the problem of solvent wash off facility. Hot melt adhesive in the form of aqueous paste are applied this method is well suited to light weight nonwoven fabric and delicate films such as water resistances and breathable films for apparel.
Advantages:
- This technique allows some stretchy fabrics to be coated.
- Require less fabric tension.
- Production of coating with soft handle and good drape.
- The material can be dried, rolled up, stored, and reactivated when required.
3.2.8 Spray Coating
Spray coating is also an important technique for coating. Chemicals which are extremely stable are used for spray coating because shear stress during spray is very high. In theory all type of liquid adhesive can be sprayed hot melt, solvent-based, water-based and high solids versions. In practice, however, hot melts need expensive apparatus to ensure that they do not solidify prematurely or char, solvents present problems of flammability and water-based adhesives may not dry at commercial speeds. The problems usually associated with spray applications are uniformity and precision of application, penetration of the fabric substrate, occasional blocking of a spray nozzle, control of the liquid being sprayed usually a solvent and continuous drying of the liquid.
3.2.9 Calendar Coating

Calendars are primarily used to produce unsupported films of PVC and rubbers from compounded polymer ‘dough’. This process can also be adapted to apply freshly produced film to fabric. Calendars consist of a number of massive rollers, sometimes five or more in various configurations, which rotate to crush the ‘dough’ and smooth it into films of uniform thickness. The thickness of the film is determined by the gap separation of the rollers, but there is usually a limit to the thinness of films which may be produced by this method. The more rollers, film produced is more accurate. Some of the rollers also generate heat, and the material is fabricated into a continuous sheet which can be brought into contact with the fabric to which it adheres.
3.2.10 Hot Melt Extrusion Coating
This method is used for thermoplastic polymers such as polyurethane, polyolefins and PVC, which are applied by feeding granules of the material into the nip between moving heated rollers. This process is used to produce light weight coverings or tarpaulins9.
Hot -melt adhesives are thermoplastic and can be melted or softened by heat. When spread on the fabric in the hot state, lamination with another fabric can occur on re-solidification as the coating cools down. A variety of methods can be used with hot melt adhesives. Slot die extrusion allows high viscosity hot melt adhesives to be extruded as a continuous film directly on all types of textiles9. Alternatively, roller and calendar hot -melt coating and laminating may be used. Hot melt adhesives are 100 percent solids available in their simplest form as pellets, pillows, granules or bulk filled drums.
Advantages
- Significant material savings can result by direct application of the hot melt adhesive, thus eliminating the cost associated with cryogenically created powders or formed films and webs.
- Line speeds are often surpassing those of the “old” technologies.
- Ovens used to activate dry adhesives are not required in most cases, saving both utilities and floor space.
- A converter’s adhesive choices are broadened to include dry adhesives (polyester, polyamide and EVA), reactive urethanes, pressure sensitive adhesives and others22.
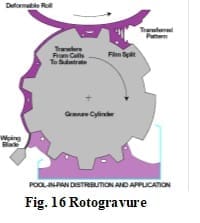
Rotogravure
This process uses an engraved roll to deliver a pattern of adhesive to the substrate. Adhesive is melted with a conventional hot melt applicator or extruder and delivered to a holding pan via a heated transfer hose. The engraved roll is submerged in a pool of molten adhesive which fills the pores or engraved areas of the roll. As the engraved roll turns, the excess adhesive is removed, by a wiping blade, leaving only the adhesive in the engraved areas. A backup roll behind the substrate applies the necessary amount of pressure, ensuring that the substrate and the engraved roll contact correctly for effective transfer of the adhesive to the substrate. A transfer roll can also be used to remove the adhesive from the patterned roll and transfer it to the substrate. Once coated, the second substrate is introduced and the two pass through a lamination station consisting of a hard roll and a rubber coated roll to complete the lamination.
Spray Systems
Spray systems combine heated air with molten adhesive to produce continuous filaments through a nozzle (Figure 10).The filaments are applied to the moving substrate. Once the substrate is coated, a second substrate is introduced and the two are permanently joined with the use of a lamination station consisting of two rolls that apply pressure to the laminate.
Advantages
- Modular spray heads allow placement of the adhesive to occur at a variety of distances from the substrate. They also allow the spray system’s coating position within a line to be changed as needed.
- The non-contact nature of the spray systems can bean advantage when working with temperature sensitive substrates such as polypropylene.
- Adhesives can be applied at operating temperatures without damaging the substrate.
- These systems are typically used when low add-on weights (as low as 1 gram per square meter) are desired.
3.2.11 Process flow diagram of coating
General process of coating involves application of polymer film followed by drying and then curing. As per the requirement pre- padding or post padding is done. In case of some coating, calendaring is also done. In denim coating biopolishing (enzyme washing) is given to get washing effect.

- Film Lamination
Laminate film is generally categorized into these five categories: ● Standard thermal laminating films ● Low-temperature thermal laminating films ● Heat-set (or heat-assisted) laminating films ● Pressure-sensitive films ● Liquid laminate9
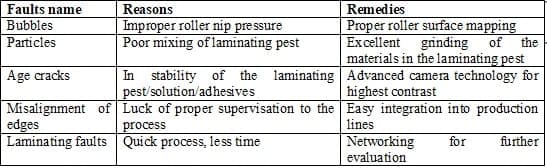
4.1 Faults in Lamination9
There some faults can be usually appears in the laminated products during the process. These faults can be removed or partially decreased by a proper m/c setting, controlling different parameters like; heating, temperature, degree of adhesion limit etc. Few of the lamination faults which generally frequently appears in lamination process have been discussed in the table 2 as below:
Table 2: List of some common lamination fault in textile finishing
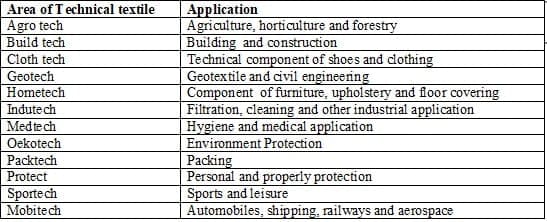
- Application areas of coated & laminated fabrics
Technical textiles are generally recognized to be one of the most dynamic and promising areas for the future of the textile industry and also as an emerging area of development for functional application of textiles. Table 3 below shows the field wise end use application of coated & laminated textiles.
Table 3
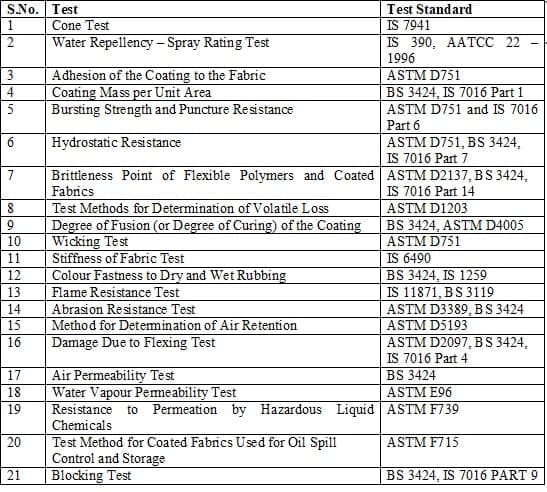
- Testing of coated fabrics 1, 2, 6
Depending on properties desired in particular product, following tests were carried out. Table 4 shows various test standards for coated & laminated textiles.
Table 4: Test Standards for Coated & Laminated Textiles
- Factors affecting properties of coated or laminated textiles20
The properties of a coated or laminated fabric depend on:
- a) The type of polymer used – rubber, polyvinylchloride, polyurethane, etc which are specially formulated with additives and compounded into a paste suitable for laminating or coating.
- b) The nature of the textile substrate – cotton, rayon, nylon, polyester, polyester – cotton blends and glass fibers that may be produced in woven, knitted or nonwoven constructions.
- c) The coating method employed – spread coating, dip coating, melt coating, lamination.
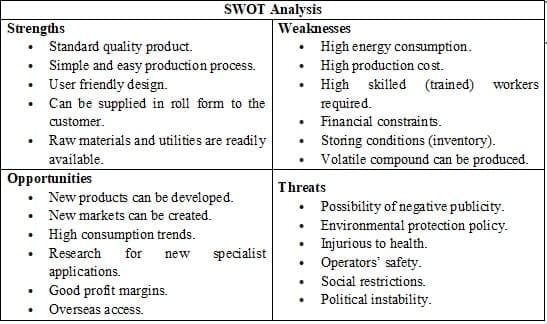
8. SWOT analysis for Coated & Laminated Textiles
- Coating and Laminating Market Trends
Coated and laminated fabrics appear in most of the areas of technical textile, especially transportation, industrial, clothing and medical uses. Significant growth is expected in all 12 application areas. Market Growth is driven by automotive and transportation, protective clothing, awnings/canopies (including signage), and small volume niche markets. Coating and Laminating Market Trends includes following points:
- The industry is global and becoming more so
- Environmental issues will have more impact
- Recycling a major environmental issue
- New techniques and materials will evolve to help resolve problems and create better products
- Alliances and partnerships will be more common
- Increased use of nonwovens
- Greater use of composites22
- Conclusion
The coating and lamination gives a powerful tool for the advancement of textile technology. It provides the opportunities to produce the special fabrics like water-proof resistant tarpaulins, coverings, large tents and architectural uses, back coating for upholstery including autoseats, Artificial turf, Food, Medical applications, parachutes, Woven curtains, for heat- sensitive fabrics, automotive fabrics, disposable hospital apparel etc. The recent developments also enhanced the lamination and coating technique into state-of-art process of the future in textile field. Coated Textiles have established themselves as one of the important product in the textile industry and as well as in Textile Global Market.
Acknowledgement
The authors of this article are grateful to Director and the management of Wool Research Association for their kind support and guidance.
References
- Sen A. K., Coated Textiles: Principles and Applications, Technomic Publishing Company, Inc, 2001
- Fung Walter; Coated and Laminated Textiles, Woodhead Publishing Ltd, 2002
- Smith W C, Smart Textile Coatings and Laminates, Woodhead Publishing Ltd, 2010
- Horrocks A R & Anand S C, Handbook of technical textiles, Woodhead Publishing Ltd, 2000
- D, Coating Technical Handbook, New York (editor Marcel Dekkar Inc) 1991
- Guneri Akovali, Bireswar Banerjee, A.K. Sen, Dipak K. Setua; Advances in Polymer Coated Textiles, Smithers Rapra Technology publishing, 2012
- Grayson, Coated Fabric, Encyclopedia of textile fiber non woven fabric, 4th edition, John wiley and sons New York 1994.
- Sengupta & J. Behera, A Synopsis on Waterproof Breathable textiles & clothing, WTIN Web portal magazine, June 2014
- Singha Kunal, A Review on Coating & Lamination in Textiles: Processes and Applications, American Journal of Polymer Science, 2012, 2(3), pp 39-49
- S., Phase change materials for smart textiles- An overview. Applied Thermal Engineering, 28 (11-12), 2008, pp 1536-1550.
- Erkan Gokhan, Enhancing The Thermal Properties of Textiles With Phase Change Materials, Research Journal of Textile and Apparel, 8, No. 2, 2004, pp 57 – 64
- https://www.textileworld.com/Issues/2004/March/Features/Phase_Change_Materials
- https://textilecentre.blogspot.in/2013/07/coating-and-lamination-of-nonwovens_3890.html#sthash.y3A8ETPF.dpuf
- https://www.textiletoday.com.bd/magazine/144
- R. Wagner Jr., 2010, Chapter 9 – Blown film, cast film and lamination processes, Multilayer Flexible Packaging, 2010, 107-112.
- https://www.lubrizol.co.in/Coating/Digital-Printing-English.pdf
- https://www.faitplast.com/EN/faiterm.htm
- https://www.intnews.com/TCL2012/content/abstracts
- https://www.tikp.co.uk/knowledge/technology/coating-and-laminating/coating-methods/
- Mohammad Tajul Islam Mollah, Coated or Laminated Textiles – The Swot Analysis, Bangladesh Textile Today, Jan- Feb 2011
- https://www.ptj.com.pk/Web-2013/09-2013/FUNCTIONAL-TEXTILES-AND-APPARELS-Mohammad-Tajul.html
- https://www.intexa.com/downloads/coated.pdf