Dr. S. K. Chattopadhyay, G. Krishna Prasad, G.T.V. Prabu Central Institute for Research on Cotton Technology (ICAR), Mumbai
Introduction
Conventional ring spinning system has been adopted over 100 years. Different spinning systems used for yarn manufacturing other than the ring spinning are open end spinning, hollow spindle and wrap spinning. End product applications of the yarn produced by different spinning systems vary, based on their structure and physical properties. The normal yarn structure should be as regular as possible with fibres twisted together to form a continuous strand of uniform thickness. Value added yarns are specially produced by spinning, twisting, doubling and wrapping. There is a huge commercial potential for value added yarns due to their special aesthetic appearance and the high decorative value which they impart to the woven and knitted fabric and other textiles. The present paper gives an overview of the different types of value added yarns that can be produced during spinning and post spinning stages. Fancy yarn is a common value addition in the production processes that deviate from the normal structure with decorative discontinuities in the form of colour, visual and texture effects. Fancy yarns are made with distinct irregular profile or different construction and differ from basic single and folded yarns. Spiral, gimp, slub, knop, loop, cover, chenille and snarl are the different fancy yarn effects that find application in apparels and home furnishings.
Ring Spinning System
One of the oldest methods of yarn production system is the ring spinning. The ring spinning system is used for production of yarns in coarse to fine counts depending on the fibre properties and the requirement of the customer. It is the most versatile and widely accepted spinning technology due to high degree of fibre control it provides during drafting and a wide range of yarn count that it can produce. Cotton and other blends of man-made fibres upto 60 mm length can be used on the system for yarn production. Improvement in ring spinning came in the form of compact spinning. In compact spinning, the spinning geometry was bettered and refined by incorporating a condensed air suction device. A Modified aerodynamics at the yarn formation point results in better integration of fibres into the yarn structure which ultimately provides higher yarn strength and reduced hairiness. In compact yarn, less twist is feasible, without any loss of strength. This results in lower production cost and manufacture of softer yarns.
External attachments used in the ring spinning system for the production of slub yarn, multi-count, multi-twist, multi-effect yarns are shown in Fig.1. Slub yarn, multi-count and multi twist yarns can be produced by acceleration of the middle and the back roller with the help of a servo control system. The slub yarn can be produced with two different formations; (i) by varying the number of slubs per meters, keeping slub length and diameter constant and (ii) varying the slub length and diameter. Multi-count yarns are produced by varying the draft and the twist. Multi-twist yarns are produced by varying the twist levels with a constant count. A multi-effect yarn is produced with the combination of slub, multi-count and multi-twist. These types of yarns are used for imparting special effects in the application areas like denim, formal wear, knitted and home textiles.
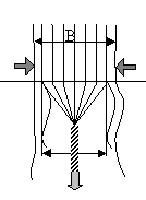
Ring spinning yarn triangle
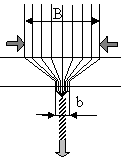
Compact spinning yarn triangle
Multi twist yarn

Slub yarn

Multi effect yarn

Multi count yarn
ELI twist spinning
Siro spinning
Fig.1: Various yarn structure produced from ring spinning machines with modification
Siro yarns are produced in the ring spinning system using a specially designed path and a drafting method to combine the roving strands together through twisting action. Wider strand spacing is required for better yarn properties like tenacity, abrasion resistance, hairiness and trapped strand twist. The optimum strand spacing for combed cotton is about 9 mm. Siro spun cotton yarns are less hairy and more extensible as compared to conventional two plied yarn, but inferior in evenness and imperfections.
Eli Twist yarns are basically compact ring doubled yarns, in which the doubling takes place in the ring frame and the yarn is single wound. It is mostly used for high-end shirting fabric. The manufacturing system combines compact spinning and twisting of a yarn in one single operation. It produces a two-ply yarn with identical direction of twist in both the yarn legs.
Doubling Process
Doubling is a process for improving the yarn quality and providing better value to the yarns. It improves the handle, the strength and the elongation capability of the yarn without any chemical treatment. In general, the ring doubling is the most popular among all the other doubling processes available. The ring doubling arrangement is similar to a ring spinning machine devoid of any drafting attachments. The yarn can be fed independently to the machine at a controlled speed to produce the doubled yarn. Micro processer controlled doubling machines are gaining a lot of attention in recent years. These machines produce fancy yarns by changing the feeding arrangement, tensioning adjustment and by using dyed yarn combination. Fancy yarns produced using the ring frame setups are loop, spiral and bunch yarns as shown in Fig.2.
Loop yarns are made in the ring spinning system by using one or two regular yarns and an effect yarn at the front top groove roller. These yarn are fed with different speed to get the loop formations. Loop yarns have round and regular shaped loops which are identical or of different sizes on the surface. Snarl yarn production is similar to that of loop yarns, expect for a difference in the property of the effect yarn. For snarl yarn, a high level of twist in the effect yarn is needed with high overfeed ratio.
In a spiral yarn, one component binds the other straight yarn component, thus creating spirals along the whole length. The spiral yarn is created as a result of the multiple twisting of two components with slightly overfeeding one of the two yarns. Similar effects are produced with the same or a slightly different linear density, and a different twist direction.
Bunch yarns are produced by using two yarns, and twisting them together – one yarn will be the core and the other is introduced at the twisting zone at a higher yarn tension. The effect yarn will create effect points, locally compacted at regular or irregular distances.
Snarl yarn

Spiral yarn
Loop yarn
Fig.2: Fancy yarn produced from ring frame setups.
Rotor Spinning
Rotor spinning plays a vital role to produce a fancy effect yarn either in colour or as on interruption in the yarn structure. Different types of rotor fancy yarn Structures as shown in
Fig.3. A count range from 6 to 24s is commercially viable in rotor spinning system for fancy yarns with short and medium staple fiber. Fancy unit can be introduced to produce slub effect which is deliberately created in discontinued manner. Fancy yarns are produced by changing the feed roller surface speed by using the stepped servo motor. The standard drives for the feed and take-off cylinders are replaced by special, processor-controlled drives in order to enable the fancy yarns to be produced. The yarn produced can be used for value added woven and knitted fabrics.
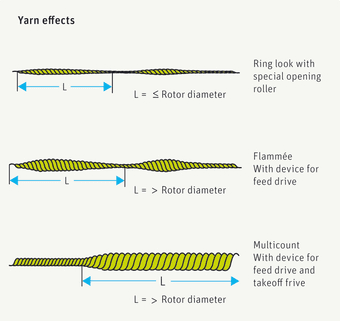
Fig.3: Slub and Multi count yarn produced in rotor spinning
Hollow Spindle Systems
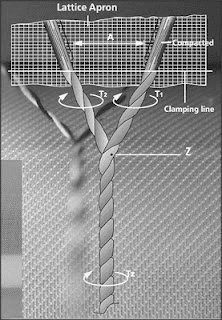
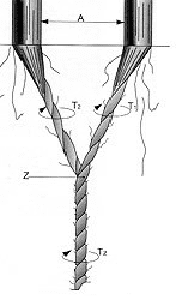
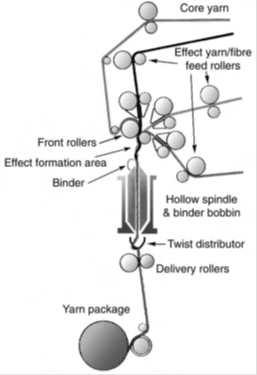
The hollow spindle technique is used to wrap the continuous filament or spun yarn around a central core of parallel staple fibres, which results in production of a fascinated yarn structure. In this system, both short and long staple fibre can be used. Fig.4 shows three effect yarns over core yarns – effect yarns are drafted similar to ring spinning. Rotation of hollow spindle wraps the effect yarn around the core yarn. Two spindle wrap system is used to wrap staple fibre with two binder yarns which results in special effect yarn and staple structures. Combination of both hollow and ring spinning system is also used for production of fancy yarns. The true twist is given to warp yarn by ring spindle which is located beneath the hollow spindle system. Appearance and behaviour of hollow spindle fancy yarn is quiet different from the ring spun yarn.
Hollow Spindle system

Two Spindle Wrap system

Gimp yarns structure

Boucle yarns structure
Fig.4: Fancy yarns from Hollow Spindle techniques
Conclusion
The present article focuses on the various techniques and methods for the production of value added yarns by employing existing spinning machine. Value added yarns like slub, multi-count, multi-twist and multi-effect have enough potential in creating new market segments in the apparel and home textile industry. The fashion appeal and the aesthetical superiority of such yarns make them easily acceptable and hence provide better competitiveness in the yarn market. With little modification in the existing machines, the yarn manufacturer can reap huge benefits for the value added yarns.
Further Readings
- Carl A. Lawrence “Fundamental of spun yarn technology” book, CRC Press, 2003.
- R H Gong and R M Wright “Fancy yarn their manufacture and application, Woodhead Publishing Ltd and CRC Press LLC, 2002.
- Hechtl R., Compact spinning systems – an opportunity for improving the ring spinning process. Melliand International, 1996, Vol. 2, No. 1, pp. 12-13.
- Egbers G., Tekstil, 1997, Vol. 46, No. 11, pp. 643-644.
- MomirNikolić et.al “Compact Spinning for Improved Quality of Ring-Spun Yarns” FIBRES & TEXTILES in Eastern Europe, October / December 2003, Vol. 11, No.4 (43).
- Muhammad Mushtaq Ahmad “Future belongs to compact spinning” The Indian Textile Journal,August, 2009.
- A. Lawrence “Advances in yarn spinning technology”, Woodhead Publishing Ltd 2010.
- KatarzynaEwaGrabowska et.al “The Influence of Component Yarns’ Characteristics and Ring Twisting Frame Settings on the Structure and Properties of Spiral, Loop and Bunch Yarns” FIBRES & TEXTILES in Eastern Europe July / September 2006, Vol. 14, No. 3 (57).
- W Klein, “New Spinning System”, The Textile Institute, 1993.
- fancytex.com
- rieter.com