EFFECT ON PROCESS OF 100% POLYESTER STAPLE FIBRE ON ROTOR SPINNING WITH RESPECT TO POLYESTER FIBRE AND SPINFINISH
Satyakam Srivastava1, D K Sharma1, Satyapal Singh1, Neeraj Dwivedi1, Babu Matthew1,
1Unit 7,RSWM Limited, Lodha, Banswara, Rajashthan, India
Abstract
Rotor spinning systems provide yarn with different structures and properties as compared to ring spinning. Each system has its limitations and advantages in terms of technical feasibility and economic viability. Various counts were produced from the above systems with different specific spin finish and tested. The polyester fibre exhibited various levels of imperfection in rotor yarn tested on Uster tester 4. Tensile, evenness and hairiness of the yarns were studied. Impact of Environmental condition, fibre finish, fibre length, fibre denier was observed. Objective was to create a lowest imperfection yarn at Rotor Spinning which in turn is to be used to produce awnings and coated fabrics with zero defects on surface.
Process involved material processing on standard Trutzschler Blowroom line, equipped with Trutzschler Card TC – 05 (3), Trutzschler Drawframes TD – 03, and Schlafhorst ACO-8 latest Rotor spinning machine.
INTRODUCTION
Polyester was one of the great man-made fibre discoveries of the forties and has been manufactured on an industrial scale since 1947. Polyester fibres are the first choice for apparel and are used in trousers, skirts, dresses, suits, jackets, blouses and outdoor clothing
Polyester fibres are particularly resistant to light and weather and can withstand climatic effects. They can be used where lightness and fineness are primary requirements. Polyester fibres are very well suited to blends with natural fibres. Fabrics in 100% polyester, or blends with an appropriately high proportion, are very crease-resistant and retain shape even when affected by moisture. Polyester fibres have good moisture transport and dry quickly. They are easy care. High tenacity ensures above-average wear qualities.
Polyester fibres are available in Cut lengths of 32, 38, 44, 51 and 64mm for cotton type spinning and a blend of 76, 88 and 102 mm – average cut length of 88m for worsted spinning. The most common cut length is 38 mm.
For OE spinning, 32 mm fibre is preferred as it enables smaller dia rotor (of 33mm) to be used which can be run at 80000 to 100000 rpm.
Polyester fibers are available in 4 tenacity levels.
- Low pill fibres- usually in 2.0 / 3.0 D for suiting end use with tenacities of 3.0 to 3.5 gpd(grams per denier). These fibres are generally used on worsted system and 1.4D for knitting
- Medium Tenacity – 4.8 to 5.0 gpd
- High Tenacity – 6.0 to 6.4 gpd range and
- Super high tenacity – 7.0 gpd and above
Both medium and high tenacity fibres are used for apparel end use.
The super high tenacity fibres are used essentially for spinning 100% polyester sewing threads and other industrial yarns. The higher tenacities are obtained by using higher draw ratios and higher annealer temperatures upto 225 to 230 degree C and a slight additional pull of 2% or so at the last zone in annealing.
SPIN FINISH
Several types of spin finishes are available. It is only by a mill trial that the effectiveness of a spin finish can be established.
A spin finish is supposed to give high fibre to fibre friction of 0.4 to 0.45, so as to control fibre movement particularly at selvedges , low fibre-metal friction of 0.2 to 0.15 to enable lower tensions and provide adequate static protection at whatever speed the textile machine are running and provide enough cohesion to control fly and lapping tendencies and lubrication to enable smoother drafting.
Spin finish as used normally consists of 2 components – one that gives lubrication / cohesion and other that gives static protection. Each of these components have upto 18 different components to give desired properties plus anti fungus, antibacterial anti foaming and stabilisers.
A mill with new OE spinning machines having rotors running more than 80000 rpm, then a totally different spin finish which has a significantly lower fibre – fibre and fibre – metal friction gave very good results.
For staple processing and high production though latest machinery with higher rotor speeds and finer counts place greater impact on spin finish, processing capability of fibre depends on fibre to fibre friction and fibre to metal friction and high rotor speed generating heat. Rapid heat generation destroys the lubrication and finish become ineffective. The high speed opening roller speed removes the polymer film from fibre on to rotor where it is deposited in form of powder.
It has also been observed that bright fibre causes more trouble in rotors spinning as compared to semidull(TiO2) fibres because of the frictional forces are four times higher than bright fibre.
It has also been claimed that TiO2 affects the surface geometry , ie bright fibres have a smooth surface , whereas dull fibres have a rough surface. It also important to note that spin finishes and components for shear resistance improvement are different from those needed to reduce dynamic friction. Also for high speed production a much better antistatic protection is required.
LUSTRE:
Polyester fibres are available in
Bright : 0.05 to 0.10 % TiO2
Semi dull : 0.2 to 0.3 % TiO2
Dull : 0.5 % TiO2
Extra dull : 0.7% TiO2 and
Manufacturing textiles puts extreme pressures on process stability, the quality consistency of textiles and the life span of machine components. With operating times gradually reaching the maximum numbers of hours available in a year, a high level of long-term consistency in all three factors is expected. In spinning practice, there are constant attempts to work against the gradual deterioration of these points. Process stability is influenced mainly by unsteady yarn tension. A consistent quality can only be guaranteed through the stabilization of the relevant parameters. Both criteria must assume primarily defined and temporal constant friction between textile and contacting machine element.
Study of spin finish:-
Spin finish was applied on Polyester Fibres with conditioning and results are compared with the material produced without Cirrasol HSL 40
| Mixing Blend | 100% polyester 1.2 X 32 mm | |
| OE Count | 12 Ne | |
| Rotor RPM | 88000 | |
| With out Finish | With Finish Cirrasol HSL 40 | |
| Yarn Breaks / 1000 Rotor Hours | 114 | 40 |
| Yarn Cuts / 1000 Rotor Hours | 698 | 181 |
| Uster | 8.68 | 8.48 |
| -50% | 2 | 0 |
| +50% | 12 | 2.2 |
| +280% | 5 | 1.8 |
| Total IPI | 19.0 | 4.0 |
| Powder Deposition | Very high | Very low |
| Mixing Blend Polyester cotton | 65% polyester 1.2 X 32 mm, 35% Cotton | |
| OE Count | 10 Ne | |
| Rotor RPM | 73000 | |
| With out Finish | With Finish Cirrasol HSL 40 | |
| Yarn Breaks / 1000 Rotor Hours | 156 | 12 |
| Yarn Cuts / 1000 Rotor Hours | 205 | 13 |
| Uster | 10.69 | 9.99 |
| -50% | 0.4 | 0 |
| +50% | 30.2 | 10.5 |
| +280% | 9.8 | 5 |
| Total IPI | 40.4 | 11 |
| Powder Deposition | Very high | Very low |
Condition of Rotor Spin Box
Before Spin Finish

Powder deposition in rotor
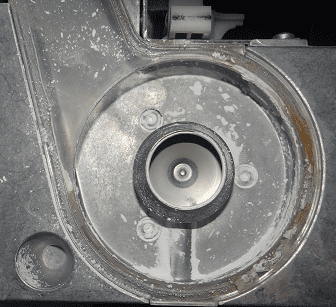
Spin box with powder deposition
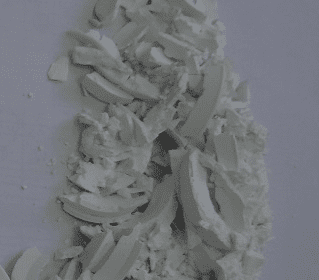
Debris collected from rotor
After Spin Finish
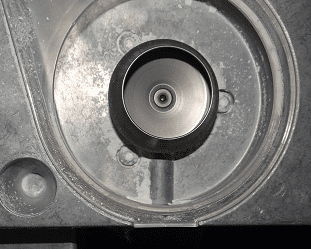
no deposition observed in Rotor as well as Spin box even after 48 hrs of process
Result and discussion:-
The total study was conducted with Polyester fibres supplied by Reliance industries, the results reflected the high temperature environmental condition (32oC , 58% RH) prevailing in the rotor spinning department at the summer time in Indian Condition,
As presumed the surface structure of semi dull polyester fibre is rough in nature which is a regular fibre to spin yarns at Rotor Spinning. The fibre blended with cotton provides high strength, and long life to yarn for high speed weaving and crease free finish to fabric. Polyester fibre is used at 65% to 40% in blend with cotton to cater to various fabric structures.
During the summer season in India the atmospheric temperature rises to 45oC which increases the temperature of processing at Rotor. This results in ineffectiveness of fibre finish to the fibre for consistent processing. The specific deposit of powder in rotor and spin box region is very evident which leads to high breakage rate and inconsistent quality cuts. Application of external finish of antistatic fails to support which converts into powder deposition. This leads to higher imperfection in yarn and lower production of machine.
Croda supported to produce a finish based on Silicon Ethoxyates which is typically a lubricant and reduces interfibre frictional forces and helps in reducing the impact of friction due to metal processing the fibre.
This treatment of spin finish provided by Croda for treating polyester fibre takes some time to adhere to the fibre which finally helps in spinning the yarn at Rotor Spinning stage. The trials conducted with immediate application of spin finish were not able to generate the desired results in the yarn.
There was clear reduction of deposition of powder at rotor and Spin Box region even after 48 hours of working as displayed in pictures. This reduction eventually increased the productivity and efficiency of machine significantly.
The results indicate that there is significant impact of spin finish on yarn breaks per 1000 rotor hours, Yarn cuts per 1000 rotor hours and also the IPI levels of yarn was been reduced significantly.
References :
- Grosbberg P & Mansour S A, J Text Inst, 66(1975)
- Barella A,Vigo J P, Tura J M & Esperon H O, J Text Inst, 67(1976)
- Balasubramanian N & Manohar J S, Proceedings, seminar on Open End Spinning (The Bombay Textile Research Association,Bombay)1982
- Pillay K P R, Proceedings, Joint seminar on Open end spinning system of LMW & SITRA,1986,
- Manohar J S, Rakshit A K & Balasubramanian N, Text Res J.(1983)
- S M Ishtiaque, Indian Journal of Fibre and Textile Research, 224-230,1992
- “Short Staple Spinning” (Derichs, Josef, et al., Polyester: Tomorrow’s Ideas & Profits, Brunnschweiler, Ed. (1993)).
- Deussen H.; Rotor Spinning Technology, 21. Schlafhorst Inc. Charlotte, North Carolina, USA 1993 pp. pp. 56-64, 77.
- Nikolic M., Bukosek V.; Textile Research 17. Journal, 65 1995 (11), p. 652.
- Kong L.X., , Platfoot R.A.; Textile Rese18. arch Journal, 66 1996 (1), p. 30.
Address for communication :
Satyakam Srivastava, D.G.M (Rotor spinning),
RSWM Limited, Lodha, Banswara, Rajasthan.
E-Mail : [email protected]
Mobile no : 9414005121
Postal : C-17, Mayur Nagar, Lodha, Banswara 327001.