

Yarn is a long continuous length of interlocked fibers, suitable for use in the production of textiles,sewing, crocheting, knitting, weaving, embroideryand ropemaking. Thread is a type of yarn intended for sewing by hand or machine. Embroidery threads are yarns specifically designed for hand or machine embroidery.
Manufacturing process
As stated above, each step in the process of making fiber into yarn is unique and can contribute different properties to the yarn. These steps are carding, combing, drawing out, twisting, and spinning.
Carding
 A card is the first machine for spinning preparation. Carding is a process that cleans, disentangles, and blends slivers, which prepares the fibers to be spun into yarn. Carding causes parallelization of the fibers, mixes, drafts, and forms slivers.
A card is the first machine for spinning preparation. Carding is a process that cleans, disentangles, and blends slivers, which prepares the fibers to be spun into yarn. Carding causes parallelization of the fibers, mixes, drafts, and forms slivers.
Combing
 Combing occurs after the carding process. It is an extra processing stage that removes short fibers and contaminants and causes fiber parallelization. Combing cotton, for example, allows for yarns of finer tighter to be spun, higher production speeds, and the reduction of yarn twist and breakage.
Combing occurs after the carding process. It is an extra processing stage that removes short fibers and contaminants and causes fiber parallelization. Combing cotton, for example, allows for yarns of finer tighter to be spun, higher production speeds, and the reduction of yarn twist and breakage.
Drawing Out
 During the drawing process, the fibers are drafted which further reduce the weight per yard of the fiber. The fibers are further straightened by drawing, which causes the randomized directions of the macro molecules to be oriented in the fiber direction and a decrease in fiber diameter.
During the drawing process, the fibers are drafted which further reduce the weight per yard of the fiber. The fibers are further straightened by drawing, which causes the randomized directions of the macro molecules to be oriented in the fiber direction and a decrease in fiber diameter.
Twisting

Twisting is the process which binds fibers or yarn together for added tenacity, especially in staple fiber yarn. More twist is added during each process to hold the fibers together to create yarn. The direction and the amount of twist will have an influence on the properties of the yarn.
Spinning
Spinning has been a part of human culture since thousands of years before the middle Ages. In early years, it was very slow and required a lot of work. In 1828, an American named Thorp, advanced spinning techniques by creating ring spinning. In 1967, commercial rotor-spinning was created, another improvement on ring-spinning. And then in the 1970s, air-jet and friction-spinning became popular.
Ring-spun
 Ring-spinning is one of the oldest methods of making yarn. Yarn is fed through the front dating rolls by the pigtail guide to the ring. The ring twirls around the bobbin, wrapping the yarn around the bobbin. The spindle rail moves up and down so that the yarn wraps around the bobbin evenly
Ring-spinning is one of the oldest methods of making yarn. Yarn is fed through the front dating rolls by the pigtail guide to the ring. The ring twirls around the bobbin, wrapping the yarn around the bobbin. The spindle rail moves up and down so that the yarn wraps around the bobbin evenly
Rotor-spun
 Rotor-spinning is mostly used for cotton and is up to ten times faster than ring-spinning. Material is fed through the feed and the open roller individualizes the strands. It is then fed to the yarn arm through the fiber transportation tube. The rotor then spins the yarn around the rolling yarn arm, creating yarn
Rotor-spinning is mostly used for cotton and is up to ten times faster than ring-spinning. Material is fed through the feed and the open roller individualizes the strands. It is then fed to the yarn arm through the fiber transportation tube. The rotor then spins the yarn around the rolling yarn arm, creating yarn
Air jet-spun
 Air-jet spinning was the next advancement in spinning technology. Material is fed through the spinners to individualize the strands up to the spinning head. Air jets spin the yarn by creating air pressure through a spinning vortex. This weaved yarn is then fed through the spinning head to the winding stage. The winding stage is similar to rotor spinning, where the yarn is wound around a yarn arm.
Air-jet spinning was the next advancement in spinning technology. Material is fed through the spinners to individualize the strands up to the spinning head. Air jets spin the yarn by creating air pressure through a spinning vortex. This weaved yarn is then fed through the spinning head to the winding stage. The winding stage is similar to rotor spinning, where the yarn is wound around a yarn arm.
Definition of twist:
The term “twist” defines the heroically or spiral configuration organized by the rotation of a yarn or of a bundle of fibers around their longitudinal axis. Or, Twist is the measurement of spiral turns given to a yarn in order to hold the constituent fibers or threads together.
Twist binds the fibers together and contributes strength to the spun yarn. The number of twist affects yarn and product performance and yarn cost.
Objects of twist:
- To hold the staple fibers together.
- To improve dynamo metric properties (tenacity, elongation, modulus of elasticity) and regularity.
- To improve abrasion and home page wear resistance.
- To modify structural properties affecting tactile characteristics (touch) and appearance (crêpe effect, covering power, luster).
- To reduce the tendency of textured yarns to rotate on their own axis and to form loops
The following four parameters are of importance when discussing twist in yarn:
❶ Direction of twist
❷ Twist level/ Amount of twist
Direction of Twist:
In addition to the amount of twist in a yarn, the direction of the twist is also designated. There are two types:-
❶ Z twist
❷ S twist
Z twist:
When a yarn is twisted in a clockwise direction, the fibers from a helical angle at the yarn surface. This angle conforms to the middle part of the letter “Z” and, therefore, is referred to as “Z” twist (Sometimes referred to as right-hand twist). Open end and ring spun yarn can be produce with “Z” twist. Z -twist is more common for weaving yarns.
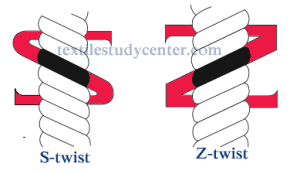
S twist:
When a yarn is twisted in an anticlockwise direction, the fibers from a helical angle at the yarn surface. This angle conforms to the middle part of the letter “S” and, therefore, is referred to as “S” twist ((Sometimes referred to as left-hand twist). Ring spun yarn (not open end yarn) can be produce with “S” twist. In textile practices, it is customary to have Z-twist for warp yarns and S-twist for weft yarns.
Twist Level / Amount of Twist:
The twist level (degree of twist) in a yarn is the number of turns of twist per unit length. Generally, filaments need a twist of 3-6 TPI while staples require a higher TPI of 10-20. The amount of twist varies with fiber length, yarn size, and its intended use.
![]()
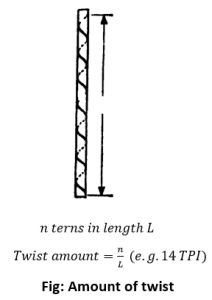
❶ TPI (Turns per Inch)
❷ TPM (Turns per Meter)
❸ TPCm (Turns per Centimetre)
Function of twist in yarn structure:
- The main function of twist is to be bind the fibers together and helps to keep them in their respective positions. It thus gives coherence to the yarn.
- Without twist a strand of fibers has very little strength and in the first instance a yarn must have sufficient tensile strength to withstand the stresses of preparation and fabric manufacture.
- The main function of twist is to give coherence to the yarn. In order to develop strength in a twisted strand of discontinuous fibers (e.g. cotton yarn) and so resist breakage, the individual fibers must grip each other when the strand is stressed. This cohesion arises mainly from twist, which presses the fibers together as the stretching force is applied and so developing friction between adjacent fibers.
- Twist is also used to bring about novel effects that are prominently visible when the yarn is converted to fabric. This is achieved primarily by having a combination of yarns with different twist levels and twist direction in the fabric.
Factors Affecting Twist:
- The count of yarn to be spun-the twist level in a yarn is proportional to the square root of the yarn count.
- The quality of cotton used-all other parameters remaining the same, longer fibers require less twist than the shorter ones.
- The use to which the yarn is put-is the yarn meant to be used as warp yarn, weft yarn, knitting yarn or any other yarn.
- The fineness of the fiber being spun-the finer and longer staple cottons needs a lower twist for the same count compared to shorter and coarser cottons.
- The kind of machine in which the yarn will subsequently be used-the twist in yarns used for weaving on power looms and automatic looms will be higher than that used for hosiery.
- The softness of the fabric into which the yarn is to be converted-yarns required for soft-surfaced fabrics are given only a slack twist.
- The smoothness of the fabric into which the yarn is to be converted-yarn required for smooth-surfaced fabrics are given many twist per inch. They are hard twisted yarns and they give strength, smoothness, elasticity and some crease-resistance of fabrics.
- Any other special attribute of the fabric into which the yarn is to be converted-yarns required for crepe fabrics with rough, pebbly or crinkled surfaces are given a maximum amount of twist. The crepe yarns also confer enhanced cease resistance to the fabric.
Types of yarns
1.Single yarns

Single, or one-ply, yarns are single strands composed of fibers held together by at least a small amount of twist; or of filaments grouped together either with or without twist; or of narrow strips of material; or of single man-made filaments extruded in sufficient thickness for use alone as yarn (mono filaments). Single yarns of the spun type, composed of many short fibers, require twist to hold them together and may be made with either S-twist or Z-twist. Single yarns are used to make the greatest variety of fabrics.
2.Ply yarns
Ply, plied, or folded, yarns are composed of two or more single yarns twisted together. Two-ply yarn, for example, is composed of two single strands; three-ply yarn is composed of three single strands. In making ply yarns from spun strands, the individual strands are usually each twisted in one direction and are then combined and twisted in the opposite direction. When both the single strands and the final ply yarns are twisted in the same direction, the fibre is firmer, producing harder texture and reducing flexibility. Ply yarns provide strength for heavy industrial fabrics and are also used for delicate-looking sheer fabrics.
3.Cord yarns
Cord yarns are produced by twisting ply yarns together, with the final twist usually applied in the opposite direction of the ply twist. Cable cords may follow an SZS form, with S-twisted singles made into Z-twisted plies that are then combined with an S-twist, or may follow a ZSZ form. Hawser cord may follow an SSZ or a ZZS pattern. Cord yarns may be used as rope or twine, may be made into very heavy industrial fabrics, or may be composed of extremely fine fibers that are made up into sheer dress fabrics.
4.Novelty yarns

Novelty yarns include a wide variety of yarns made with such special effects as slobs, produced by intentionally including small lumps in the yarn structure, and man-made yarns with varying thickness introduced during production. Natural fibers, including some linens, wools to be woven into tweed, and the uneven filaments of some types of silk cloth are allowed to retain their normal irregularities, producing the characteristic uneven surface of the finished fabric. Man-made fibers, which can be modified during production, are especially adaptable for special effects such as crimping and texturing.
5.Textured yarns

Texturing processes were originally applied to man-made fibers to reduce such characteristics as transparency, slipperiness, and the possibility of pilling (formation of small fiber tangles on a fabric surface). Texturing processes make yarns more opaque, improve appearance and texture, and increase warmth and absorbency. Textured yarns are man-made continuous filaments, modified to impart special texture and appearance. In the production of abraded yarns, the surfaces are roughened or cut at various intervals and given added twist, producing a hairy effect.
Bulking creates air spaces in the yarns, imparting absorbency and improving ventilation. Bulk is frequently introduced by crimping, imparting waviness similar to the natural crimp of wool fiber; by curling, producing curls or loops at various intervals; or by coiling, imparting stretch. Such changes are usually set by heat application, although chemical treatments are sometimes employed. In the early 1970s bulky yarns were most frequently produced by the “false twist” method, a continuous process in which the filament yarn is twisted and set and then untwisted and heated again to either stabilize or destroy the twist. The “stuffing box” method is often applied to nylon, a process in which the filament yarn is compressed in a heated tube, imparting a zigzag crimp, then slowly withdrawn. In the knit-de-knit process, a synthetic yarn is knitted, heat is applied to set the loops formed by knitting, and the yarn is then unraveled and lightly twisted, thus producing the desired texture in the completed fabric.
Bulk may be introduced chemically by combining filaments of both high and low shrinkage potential in the same yarn, then subjecting the yarn to washing or steaming, causing the high shrinkage filaments to react, producing a bulked yarn without stretch. A yarn may be air bulked by enclosing it in a chamber where it is subjected to a high-pressure jet of air, blowing the individual filaments into random loops that separate, increasing the bulk of the material.
6.Stretch yarns

Stretch yarns are frequently continuous-filament man-made yarns that are very tightly twisted, heat-set, and then untwisted, producing a spiral crimp giving a springy character. Although bulk is imparted in the process, a very high amount of twist is required to produce yarn that has not only bulk, but also stretch.
Spandex is the generic term for a highly elastic synthetic fiber composed mainly of segmented polyurethane. Uncovered fibers may be used alone to produce fabrics, but they impart a rubbery feel. For this reason, Elastoplast fiber is frequently used as the core of a yarn and is covered with a no stretch fiber of either natural or man-made origin. Although stretch may be imparted to natural fibers, other properties may be impaired by the process, and the use of an elastic yarn for the core eliminates the need to process the covering fiber.
7.Metallic yarns

Metallic yarns are usually made from strips of a synthetic film, such as polyester, coated with metallic particles. In another method, aluminum foil strips are sandwiched between layers of film. Metallic yarns may also be made by twisting a strip of metal around a natural or man-made core yarn, producing a metal surface.
- Measurement

A comparison of yarn weights (thicknesses): the top skein is aran weight, suitable for knitting a thick sweater or hat. The manufacturer’s recommended knittinggauge appears on the label: 8 to 10 stitches per inch using size 4.5 to 5.1 mm needles. The bottom skein is sock weight, specifically for knitting socks. Recommended gauge: 5 to 7 stitches per inch, using size 3.6 to 4.2 mm needles. These yarns are manufactured in Japan and have variegated colours in a random-dyed pattern.
SOME OF THE STANDARD MEASUREMENTS USED IN WORLD
- Yarn quantities are usually measured by weight in ounces or grams. In the United States, Canada and Europe, balls of yarn for handcrafts are sold by weight. Common sizes include 25g, 50g, and 100g skeins. Some companies also primarily measure in ounces with common sizes being three-ounce, four-ounce, six-ounce, and eight-ounce skeins. These measurements are taken at a standard temperature and humidity, because yarn can absorb moisture from the air. The actual length of the yarn contained in a ball or skein can vary due to the inherent heaviness of the fibre and the thickness of the strand; for instance, a 50 g skein of lace weight mohair may contain several hundred metres, while a 50g skein of bulky wool may contain only 60 metres.
- There are several thicknesses of yarn, also referred to as weight. This is not to be confused with the measurement and/or weight listed above. The Craft Yarn Council of America is making an effort to promote a standardized industry system for measuring this, numbering the weights from 1 (finest) to 6 (heaviest).
- A more precise measurement of yarn weight, often used by weavers, is wraps per inch (wpi). The yarn is wrapped snugly around a ruler and the number of wraps that fit in an inch are counted.
- Labels on yarn for handicrafts often include information on gauge, known in the UK as tension, which is a measurement of how many stitches and rows are produced per inch or per cm on a specified size of knitting needle or crochet hook.
- In Europe textile engineers often use the unittex, which is the weight in grams of a kilometre of yarn, or decitex, which is a finer measurement corresponding to the weight in grams of 10 km of yarn.
- Some yarn retail stores try to help the customer choose yarn by attaching a sample knitted square to the shelf holding each display of a particular weight of yarn, sometimes provided by the manufacturer. These samples are knit in the industry standard four-by-four inch / ten-by-ten centimetregauge. Samples help the buyer by showing them the texture and thickness of the finished knit fabric.



