By *Muhammad Imran-ul-Haq, **Nisar Ahmed Jamil, ***Nasir Mahmood
ABSTRACT
The carding segments prior to the revolving flats exert a large impact upon sliver & yarn quality. It ensures opening, thinning out, spreading out & uniform distribution of fibre flocks over the total surface area of the cylinder. Thus using these additional carding segments reduces the number of imperfections. Hence an investigative study has been planed to evaluate the sliver and yarn characteristics
MATERIAL AND METHOD
The present research study “ comparative study of crosrol card MK5D versus modified card MK6 for ultimate effect on sliver and yarn quality” was conducted in the Department of Fibre Technology, University of Agriculture, Faisalabad and at the Shams Textile Mills Limted Chiniot, during the year 2005.The process details and methods
applied to record the effect of different number of stationary flats at front and back carding zones with changing the cylinder speed. The raw cotton MNH-93 samples were conditioned in the standard atmosphere before actual physical testing. Cotton used for this investigation was of the following physical characteristics.
Staple length = 27.17mm Uniformity ratio = 46.72percent
Fineness = 4.73 micrograms/inch Short fibre content = 19.47%
Trash content = 7.5 percent
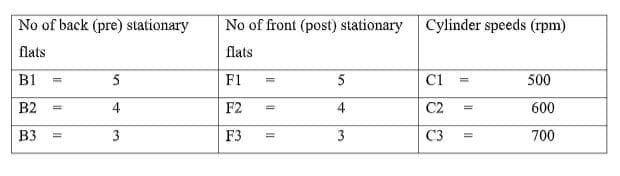
The following changes were made at card and record its effect on sliver and yarn quality
Sliver specimen of 72 grains/yard thus prepared at the MK5D and MK6 (Crosrol) cards were fed to the breaker and finisher draw frames (TOYDA-DYH-500, JAPAN, 1989) and then fed to the simplex machine (FL-16, Japan, 1989) and ultimate to the China AGM-128 ring frame, for the preparation of yarn samples keeping the entire
machine setting constants. Finally the PC blended yarn with blend ratio (52:48) of 30’s carded was spun with T.M 4.3 from 0.85 hank roving.
YARN CHARCTERISTICS
The yarn of 30s prepared at each setting was subjected to the following physical tests.
Yarn Count
Yarn count was determined through Uster Digital Auto Sorter-III linked with computer system IBM, which gives direct reading. A lea of 120 yards was fed to the computer to determine English count according to instructions laid down in its operational manual recommended by ASTM (1997a).
Yarn Lea Strength
Lea strength tester was used to find the yarn lea strength in pounds. The lea of 120 yards was fed to the instrument according to the method recommended by ASTM (1997b).
Count Lea Strength Product (CLSP)
The product of count and lea strength was calculated by multiplying the count value with the respective lea strength value of yarn. CLSP = Yarn count x Lea strength
Yarn Single End Strength
Yarn single end strength calculated with Uster Tensojet, which applies the principle of constant rate of extension (CRE) for testing. CRE describes the simple fact that the moving clamp is displaced at the constant velocity. As a result the specimen between the stationary and moving clamp extended by a constant distance per unit time
and the force required to do so is measured. The breaking tenacity is calculated from the peak force, which occurs any where between the beginning of the test and the final rupture of the specimen. The procedure adopted is given in detail ASTM Standard (1997a).
Statistical Analysis
The data thus obtained was analyzed statistically as suggested by Steel and Torrie 1980) using M-Stat microcomputer statistical program as devised by Freed (1992).
Atmospheric Conditions
All the tests of card sliver and yarn were performed under standard atmospheric conditions which were maintained at 65 + 2 percent relative humidity and 20 +2°C temperature.
RESUTLS AND DISSCUSSION
Yarn lea strength
The analysis of variance of data regarding yarn lea strength is shown in Table-1.This table shows the highly significant effect of back (B) and front (F) stationary flats upon yarn lea strength while significant effect of cylinder speed (C). The B x F also generates highly significant effect upon the data while all other possible interactions i.e B
x C, F x C and B x F x C remained non-significant.
The mean values pertaining to the lea strength at B1, B2, B3 are 111.88 lbs, 109.64 lbs, 109.00 lbs respectively. These results shows highly-significant difference with each other and fully correlated by Anonymous (1986) who found that the system with some fixed flats improved fibre transfer from main cylinder to doffer and thereby leads to improve in yarn quality. Similarly Chattah (1994) stated that the system with fixed flats improved the lea strength value of yarn. Likewise Rusca (1970) reported that increase in short fibre degrade yarn strength, uniformity and appearance. In general yarn strength decreased about 1.0 percent for each 1.0 percent increase in short fibre.
The individual comparison of treatment means for mean lea strength of front stationary flats (F) for different numbers are recorded as 110.65 lbs at F1, 110.27 lbs at F2 and 109.59 lbs at F3 shows in Table-1(a) . These values show a highly significant difference to each other, and fully correlated by Chattah (1994) who stated that the system with fixed flats improved the lea strength value of yarn. Sasser (1991) found that

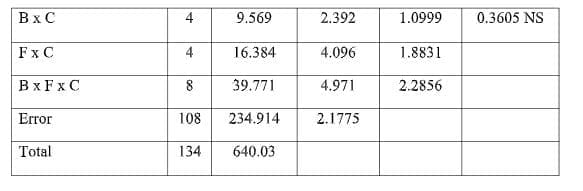
** = Highly Significant * = Significant NS = Non-Significant
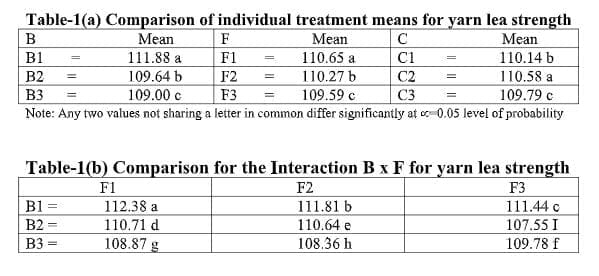
fibre strength is a useful predicator of yarn strength. As Sheikh (1991) who concluded that the fibre properties such as length, uniformity of length, fineness, fibre strength, and elongation along with spinning conditions contribute to yarn strength. Likewise Lord (1993) mentioned that yarn strength was significantly affected by yarn irregularity.
The individual comparison treatment of means values of cylinder speed (C) for yarn lea strength are shown in Table-1(a). The maximum mean value of yarn lea strength 110.58 lbs is recorded at C2, followed by the value110.14 lbs at C1 and the lowest value 109.79 lbs at C3, which shows these values are clearly significant to each other for yarn
lea strength as describes by Simpson (1972) expressed that a slight decrease in strength and elongation as carding rate increased. Ahmad (2002) mentioned that the modern high-speed machinery has resulted in over all quality. In the same trend Zafar (2005) narrated that the lea strength is an important property of yarn, which is maximum at optimum speed of cylinder.
The individual comparison of mean values concerning to yarn lea strength due to interaction of back and front stationary flats B x F represented by Table-1(b) The over all range of yarn lea strength is 107.55 to 112.38 ponds. The best value is obtained under the combination of B1F1 (i.e maximum stationary flats at front and back carding zone),
which is 112.38 pounds followed by the combinations B1F2 and B1F3 with a value of 111.81 and 111.44 pounds respectively. As stated by Anonymous (1986) who found that the system with some fixed flats improved fibre transfer from main cylinder to doffer and thereby leads to improve in yarn quality. Similarly Chattah (1994) stated that the system with fixed flats improved the lea strength value of yarn.
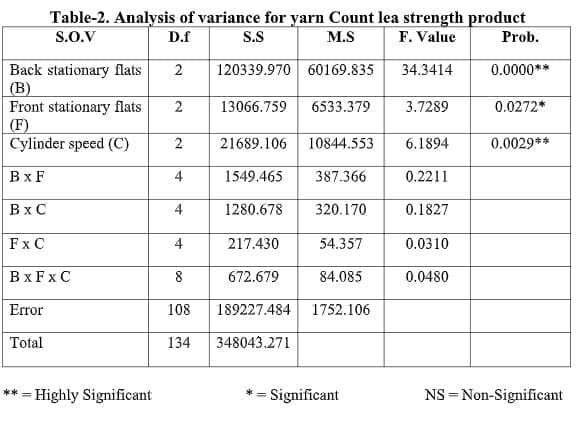
Yarn Count Lea Strength Product (CLSP)
The statistical analysis of variance and comparison of individual mean values for count lea strength product are shown in Table-2 and Table-2(a). These results indicate that the back stationary flats (B), cylinder speed (C) shows highly significant for count lea strength product while cylinder speed (C) shows significant effect upon the CLSP. All
possible interactions remained non- significant for cont lea strength product.
Duncan’s multiple range test Table-2(a) for comparison of individual mean values for count lea strength product of back stationary flats (B). The maximum value 3366.22 hank is obtained when we use maximum number of flats B1 at back carding zone. Then followed by 3328.11 hanks at B2 and the lowest value 3293.11 hanks is obtained at B3
which are the minimum number of stationary flats at back carding zone. These results are fully correlated by Chattah (1994) who depicted that the additional carding segments (fixed flats) significantly improved the count strength product value of yarn. In the same trend Schlichter et al. (1996) who stated that improved pre-opening of cotton fibres the cylinder could positively influence the quality of yarn. Likewise Klein (2000) found that the carding segments between the licker-in and cylinder the flats improved dirt and dust elimination, improved untangling of neps, preservation of cylinder and flats clothing and produced better quality of yarn. Booth (1983) stated that the count lea strength product value was used to derive an index by which the spinning quality of cotton or spinning
efficiency of a particular spinning system was judged. It was noted that as the count of yarn becomes finer the count lea strength product value falls. Bel-Berger and Hoven (1997) expressed that CLSP value decreased as short fibre content and c.v percentage increased.
The values of individual means for count lea strength product at different number of stationary flats at front carding zone are shown in Table-2(a). The maximum value of CLSP count lea strength product found 3341.77 hanks at F1 (used more number of flats), followed by the value 3327.88 hanks at F2 and the lowest value is 3317.77 hanks at F3
(used minimum number of flats), these values are highly significant for count lea strength product and satisfies the following statements. Chattha (1994) concluded that the application of front fixed flats system on the front side of the main cylinder results in better fibre parallalization and hence overall upgrade in sliver and yarn quality. Amjad
(1999) narrated that the longer fibre higher would be the yarn strength and shorter fibre lower the yarn strength.
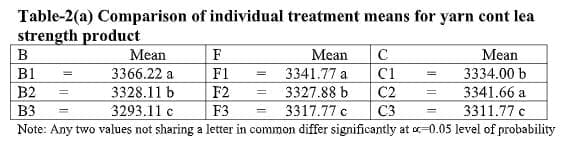
The individual comparison of treatment means for cylinder speed reveled that the maximum value 3341.66 hanks at C2 (at optimum cylinder speed), followed by the value 3334.00 hanks at C1 and the lowest value 3311.77 hanks is recorded at C3 (maximum cylinder speed). It can be inferred from these results, the CLSP value is remarkably reduced at maximum and minimum cylinder speed but the best value is obtained at optimum cylinder speed as stated by Nadeem (1993) who concluded that slower cylinder speed give better yarn strength than higher cylinder speed. Arshad (1993) noted that the count lea strength product decreases with the addition of short fibres. Similarly Ahmad (2002) who narrated that modern high-speed machinery has resulted in over all quality. In the same trend Zafar (2005) suggested that at optimum cylinder speed the CLSP values is higher than slow the cylinder speed or higher the cylinder speed.
Yarn Single End Strength
The statistical analysis of variance and comparison of individual mean values for count lea strength product are shown in Table-3, Table-3(a).These results indicates that the back stationary flats (B), cylinder speed (C) shows highly significant for yarn single end strength product while cylinder speed (C) shows significant effect upon the single end strength. The B x F also generates highly significant effect upon the data while all other possible interactions i.e B x C, F x C and B x F x C remained non-significant.
The mean values pertaining to the lea strength at B1, B2, B3 are 422.91 gms, 414.43 gms, 412.04 gms respectively presented in Table-3(a). These results show highly significant difference with each other. These results indicates the single end strength of yarn is higher when we use more number of stationary flats at back carding zone because fibres are more open and short fibres are eliminate easily in large quantity. Schlichter et al. (1996) stated that improved pre-opening of cotton fibres the cylinder could positively influence the quality of yarn. Similarly Klein (2000) found that the carding segments between the licker-in and cylinder the flats improved dirt and dust elimination, improved untangling of neps, preservation of cylinder and flats clothing and produced better quality
of yarn.
Duncan’s multiple range test for comparison of individual mean values of stationary flats (F) at front carding zone for yarn single end strength shows in Table-3 (a) .The mean values in respect of single end strength obtained as 418.28 grams , 416.84 grams , 414.26gms at F1, F2, F3, respectively. These results shows that the front stationary flats have highly significant effect on yarn single end strength. The best value of yarn single end strength is recorded at maximum number of flats. As stated by Mushataq (1989) who narrated that the increase in short fibre content cause the increase in neps and reduction in spinning efficiency, yarn strength, elongation and evenness. Likewise Ahmad (2003) indicates that the short fibres indirectly influence the single yarn strength that is by increasing the short fibre content.
Duncan’s multiple range test for comparison of individual mean values of cylinder speed (C) shows in Table-3(b). The results of yarn single end strength recorded as 416.34 grams, 418.01grams, 415.03grams at different cylinder speed that is C1, C2, C3, respectively. These results show that the cylinder speed has a significant effect on yarn single end strength. At higher speed (C3) the fibres breakage occur and short fibres content increases due to this single end strength is decreases and at lower cylinder speed (C1) single end strength is also lower but at optimum cylinder speed single end strength is maximum. As stated by Nadeem (1993) who concluded that slow cylinder speed gave better yarn strength than higher cylinder speed. Similarly Zafar (2005) mentioned that maximum single end strength is found at optimum speed of main cylinder.
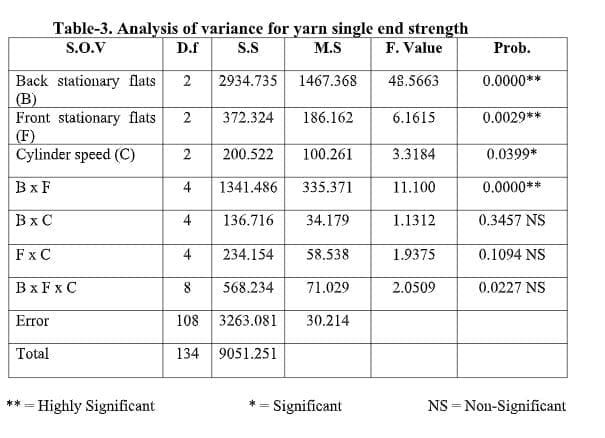
Table-3(a) Comparison of individual treatment means for yarn single end strength
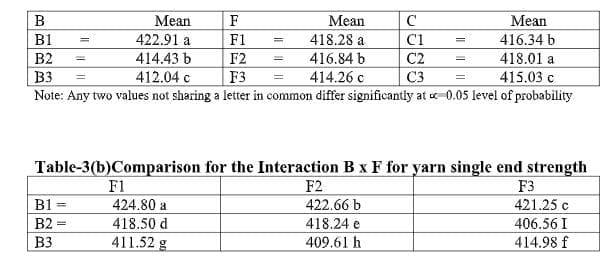
The interaction of B x F is presented in Table-3(b). The over all range is 406.56 to 424.80 grams of yarn single end strength. The best value is observed under the combination of B1F1 that is 424.80 grams followed by combinations B1F2 and B1F3 with the 422.66 and 421.25 grams respectively. Anonymous (1986) who found that the system with some fixed flats improved fibre transfer from main cylinder to doffer and thereby leads to improve in yarn quality. Similarly Chattah (1994) stated that the system with fixed flats improved the single end strength of yarn.
CONCLUSION
Installing the more stationary flats at back and front carding zones cotton fibres are more open, eliminate short fibres, neps content, trash content, comb the fibres and hence over all improve the quality of sliver and yarn. In case of polyester fibres back stationary only open the fibres and feed the material uniformly to the cylinder, and the front stationary flats comb and parallalize the fibres and remove the crimps of polyester fibre. So MK6 card (crosrol) is better than MK5d (crosrol) card
In case of cylinder speed the quality of sliver and yarn was not detoriate at Optimum (moderate) speeds of main
cylinder.
LITRATURE CITED
Ahmad, T. 2002. Comparative study of latest and technological improvements in cards upon sliver and yarn quality. M. Sc. Thesis, Deptt. of Fibre Technology., University of Agri., Faisalabad.30-57
Ahmad, S. 2003. Optimization of yarn quality by reducing fibre breakage through adjusting draw frame variables on the basis of AFIS evaluation. M. Sc. Thesis, Deptt. of Fibre Technology, University of Agri., Faisalabad:33-98
Amjad, M. 1999. Relationship of cotton properties and yarn properties. Textech. Millinium Issue. Nat. Coll. Text.Engg. Faisalabad: 102-104
Anonymous. 1986. English card clothing Co. World. Text. Abst. 18(6):529
Arshad, M. 1993. Effect of short fibre percentage on the quality of cotton yarn at ring frame. M. Sc. Thesis, Deptt. of Fibre Technology., University of Agri., Faisalabad: 41-96.
ASTM Committee 1997b. Standard test method for test of single yarn strength, rupture per kilometer and elongation. ASTM Designation D.2256-66. ASTM Standard on Text. Mater. Amer. Soc. Test. And Matter. Philadelphia, USA.
Bel-Berger, P. and T. V. Hoven. 1997. Effects of mechanical cleaning on cotton fibres. Part 3 Effects of card wire condition on white specks.Text. Res. J. 67(12): 857- 865.
Booth, J. E. 1983. Yarn dimensions. Principles of textile testing and quality control. Newness, Butter Worths, London, 4 th Ed: 1380-1468.
British Standards. 1985. Determination of lea count strength product of spun yarn, Methods of test for textile, B. S. Handbook 11 British Standards Book., London.:141-142
Chattha, A. A. 1994. Comparative evaluation of conventional VS modified card equipped with fixed flats. M. Sc. Thesis, Deptt. of Fibre Technology., University of Agri., Faisalabad:65-80.
Faqir, M. 2000. Statistical methods and data analysis. Kitab Markaz Bawana bazaar, Faisalabad: 306-313
Freed, R. D. 1992. M-Stat. Micro Computer Statistical Program. Michigan State, University of Agriculture, Norway 324-B. Agriculture Hall, East Lausing, Michigan Lausing, USA.
Gill, U. D. 2000. Influence of yarn count and some knitting variables upon the quality of double knit fabric. M. Sc. Thesis, Deptt. of Fibre Technology., University of Agri., Faisalabad:43-50.
Klein, W. 2000. A practical guide to Blow room and Carding 2 nd Ed 2 nd vol. Manual of Textile Technology. The Textile Institute. Manchester UK: 44.
Lord, P. R. and G. Grover. 1993. Roller drafting. The Textile Institute, Manchester, UK. J. Tex. Inst. 84 (4): 314-318
Mushtaq, A. M. 1989.Effect of short fibres in cotton on yarn quality and spinning performance. Pak. Tex. J. 46(5): 28-31.
Nadeem, M. A 1993. Effect of card cylinder speed on the quality of sliver and cotton yarn. M. Sc. Thesis, Deptt. of Fibre Technology., University of Agri., Faisalabad:35-56
Rusca, R. A. 1970. Cotton fiber properties. Southern regional laboratories. New Orlean. Cotton Growing Review 47: 206-216.
Sasser, P. E., F. M. Shofner and M. G. Townsend. 1991. Interpretations of single fibre, bundle, and yarn tenacity data. Text. Res. J. 61(11): 681-690.
Schlichter, S. and F. Leifeld. 1996. The new dimension in cards. (Paper presented at the Beltwide Cotton Conference, Nashville, Tennessee, USA.
Sheikh, H.R. 1991. Tensile strength. An important yarn quality indicator. Pak. Text. J. 46(11):12-19
Simpson, J. 1972. Relationship between minority hooks and neps in the card web. Text. Res. J. 42(10):590-597
Zafar, A. 2005. Effect of revolving flats direction and some other carding parameters on the quality of cotton sliver and yarn. M. Sc. Thesis, Deptt. of Fibre Technology., University of Agri., Faisalabad.29-52.