

SHREE PUSHKAR CHEMICALS & FERTILISERS LTD.
(301-302, Atlanta Center, Near Udyog Bhawan,
Sonawala Road, Goregaon (East )
Mumbai 400063. India
In textile industries people are confused about Tencel,Lyocell and Modal. Are they the same or different. People working at shop floor are not clear.
All are regenerated cellulose like viscose fibre. Tencel and Lyocell both are same. They are obtained by NMMO method. Tencel is the trade name manufactured by Courtaulds U.S.A Lyocell is the trade name manufactured by Lenzing , Austria. Whearas Modal is the trade name manufactured by Lenzing , Austria.
It is known for years that plant holds the potential to meet a number of our society needs . with the development in science and technology , people have learned to make items that are environmentally and socially responsible . The Tencel research programme began in the mid 70 s. the pure research with the aim to produce staple fibres and filament yarn was taken up under the title “ Newcell “ in 1976 by the American Enca Corp at the time , and Enka research in Obernurg /Germany . in 1987 Akzo granted a licence to Lenzing ( Austria) and to Courtaulds ( U. K ) in 1990 . Lenzing ( Austria) gave the name Lenzing Lyocell. Tencel is a manmade fibre completely natural in origin ,made from the natural cellulose found in wood pulp. It is stronger than cotton . It has the breathability and absorbency of a natural fibre , the durability and easy care performance of a man –made one. Due to its softness it can blend easily with other fibres.
The quest for developing an environmental –friendly process of manufacturing regenerated cellulose fibre ,resulted in Courtaulds fibres now called Accordis Cellulose Fibres , introducing the fibre in 1991 .This fibre was named Lyocell fibres. The production of fibre started in 1992. currently , Tencel Inc is the company in U.S.A producing Lyocell fibres . Lenzing AG , a company in Austria ,producers of rayon , market their Lyocell product as Lenzing Lyocell . Lenzing AG has on May 4 ,2004 acquired the Tencel Group.
Tencel at present is costlier than rayon , cotton and polyester .
Manufacturing process – Viscose is a regenerated fibre and is manufactured by dissolving in NaoH and CS2 and spun into fibre in an acid bath. During manufacturing process cellulose undergoes chemical modification and hence the strength characteristics are low compared to cotton. The manufacturing process is non eco –friendly as it uses hazardous chemicals.
The raw material used to make Tencel is wood pulp. This is sourced from harvested trees and is therefore a renewable resource .
The manufacturing process of Tencel is based on dissolving in an organic solvent called NMMO in which cellulose dissolves without undergoing any chemical change ( its like dissolving sugar in water ). So it is called as organic solvent spinning process. Here the organic solvent is a mixture of organic chemicals and water . N –methylmorpholine N-oxide monohydrate ( NMMO ) amine oxide is the solvent used.
The wood pulp is first dissolved at 90 deg c to 120 deg c under normal pressure in concentrated aqueous NMMO by subjecting it to intensive shearing and simultaneously evaporating water . The viscose solution is filtered and extruded into an aqueous spinning bath through spinnerets to yield fine filaments. The resulting tow is washed to remove residual solvent ,dried and cut to staple fibre.Here cellulose is precipitated in the form of fibre and the solvent is recovered back to the extent of 99.5 %. The solvent used , which is made from ethylene glycol , is obtained from oil refineries. Since their recycling rate is pretty high , solvent usage is very low .
Thus the effluent from the process is minimal , and most importantly , it is not classified as hazardous . Hence Tencel is an eco-friendly fibre .
Properties of Tencel fibre – following are the properties .
Strength – Tencel is the strongest of all cellulosic fibres. This is because there is only a 15 % loss of wet strength and hence gives an edge over the others. Tenacity lies in the range of 38-42 cN/Tex .it has excellent dry and wet strength. Tencel fibre is characterized by its high strength both dry and wet. Tencel shows a dry tenacity significantly higher than other cellulosics and approaching that of polyester.
In the wet state , tencel retains 85% of its dry strength and is stronger than cotton when wet. The higher strength of the fibre translates into strong yarns and fabrics and plays an important role in subsequent processing. In addition , tencel has a high modulus that leads to low shrinkage in water. Thus fabrics and garments demonstrate good stability when washed.
Crystallinity – Cellulose in Tencel fibre has a high degree of orientation and crystallinity.The cellulose crystals are highly parallel in longitudinal direction of fibre . The ratio of crystalline to amorphous area is approximately around 9: 1.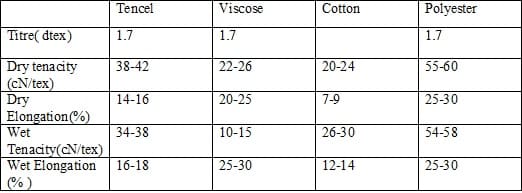
Cross- section – Tencel fibre has a smooth uniform surface and a circular cross –section .Tencel structure is not a collapsed structure like that of cotton.
Handle or feel – Tencel exhibits excellent handle properties because they are soft and lustrous . It is a soft fibre like silk and highly absorbent . In softness , it is similar to cotton . They show good drape and fluidity that is unexpected for fabrics of their weight.
Thermal properties – tencel fibres are highly stable at high temperature . it doesnot melt but starts losing strength rapidly at 300 deg c and finally gets ignited at 420 deg c. it can take high ironing temperatures . if burnt , these fibres will not melt but scorch like other cellulosics . it is similar to silk in stability .
Chemical properties – Tencel is inert to most of the organic solvents . However , it degrades in the presence of hot dilute or cold concentrated mineral acid. Tencel can be mercerized even at 300 gms/litre caustic at 60 deg c which is difficult for any other fibre other than cotton. This gives better stability to Tencel products in wovens.
Fibrillation – this is an important property of tencel. When the fibres get wet , they swell . fibrillation is the peeling back or splintering of fibre ends to form tiny hairs on the surface.these surface fibres mat togother and mar the appearance of finished fabric. In other words Tencel fibre has a tendency to fibrillate . Fibrillation means the splitting of fibrils along the fibre surface of individual fibres , which are caused by the swelling in water and further by the action of mechanical stress . Though fibrillation is a problem but the micro fibres generated in the wet processing of tencel can be used to create a variety of interesting touch and feel aesthetics. A peach skin effect , which can also withstand repeated domestic washing at 40 deg c is possible, providing fibrillation is short and fine and not allowed to become long and entangled. It is also highly wrinkle resistant and fibrillates during wet processing to produce special textures. Fibrillation can be prevented or can be used to an advantage.
Fibrillation is of two types.
- primary fibrillation .- it is important that the fabric is worked until the surface is fibrillated to its maximum extent.
- secondary fibrillation – to get a stable fabric appearance , it is necessary to fibrillate the fabric a second time. It is done by either simple washing treatment or by dyeing the fabric.
A recently developed Tencel A-100 has a non-fibrillated surface finish produced by means of chemical treatments in the last stage of fibre processing . This fibre is produced by Accordis Cellulose Fibres for the knitwear market.
To avoid such problems , the choice of dyeing machine is critical . for example , the then air jet has proved to be particularly effective . soft flow jets , such as the gaston county futura and hisaka , have also been successful with light to medium weight fabrics.
Blending of Tencel – tencel fibres blend well with other natural or synthetic fibres such as below.
- with cotton , it softens , adds strength and increases performance.
2.with linen , it reduces creasing and increases softness and strength without detracting from linen s own character.
- with wool , it preserves the wool aesthetic while contributing washability , softness and subtle lustre.
- with polyester or nylon , it lends a more natural hand , increasing comfort and breathability without diminishing performance .
- with lycra , it augments the feeling of comfort and ease.
- with silk , it affords an even more luxurious hand and improves performance .
The blends adds drape, comfort and performance . The blend also yields high tear and tensile strength.
DYEING , PRINTING AND FINISHING –
Proper pretreatment of tencel fibres is important for further wet processes like dyeing,printing and finishing .this is also important since tencel fibres tend to form creases during the first wet swelling and these creases cannot be removed .
By means of the cold –pad-batch three in one process ( T-I-O ) ., in one step the size is oxidatively removed , fibre is bleached and causticisation is carried out . practical experience shows that greater colour yield results from the simultaneously achieved causticisation effect lead to a dyestuff saving upto 30 % depending on the type of dye.
Tencel is dyed in four ways .
- fabric dyeing ( woven and knitted ).
- package dyeing ( cone dyeing )
- garment dyeing .
- rope dyeing .
All dyes like direct , vat , reactive , azoic ,sulphur and pigments are used. Fibrillation will not occur during open width dyeing processes but will occur during rope dyeing processes. Defibrillation is carried out during scouring process to get best results out of dyeing . after defibrillation by Cellulase enzyme , the enzyme need not be denatured if dyeing is carried out immediately . Dyeing is carried out after softening. Since the dye affinity of Tencel is much greater than cotton or viscose , salt and alkali should be reduced. It is necessary for the dyes to diffuse slowly into the fabric . In this connection it is important to control the rate of temperature rise and speed of machine while dyeing. Exhaust dyeing may be carried using all classes of dye on a jig or beam . reactive , vat and sulphur dyes may be applied continuously using the pad steam process. Reactive dyes may also be applied. Semi-continuously , using the cold pad batch process. Rope dyeing is carried out on the jet or winch.
Tencel fibre can be dyed with all dyes classes suitable for the dyeing of cellulosic fibres . creaseless running of the goods must be ensured particularly in rope dyeing . since most dyeing processes take place in alkaline medium resulting in fibre swelling , the risk of creasing during dyeing is increased. Tencel often can be reactive dyed in open width by cold –pad – batch process. Dyeing processes also have an effect on fibrillation and hence the movement and water control in dyeing machine should therefore be adjusted accordingly.
Tencel generally has much higher dyeability than conventional cellulosic fibres and it requires special dyeing conditions. Dyeing parameters such as tube diameter , fabric speed , rope circulation time , differential pressure and liquor addon ( in aerodynamic systems ) must be geared to special substrate parameters such as type of goods ( woven or knitted ), density of cloth , fabric weight per square meter and of course the final appearance required.
In cold pad batch dyeing the basic conditions are the same as for other cellulosic fibres.the fabric must have good hydrophilicity to ensure uniform uptake of dye and should be free of residues to prevent tailing and listening. Moreover the residual mosture content and temperature ( 20 deg c-25 deg c ) of the fabric prior to dyeing should be uniform across the entire length and breadth .
The garment dyeing can be carried out by two different processes . in the first process , the garment is fibrillated and enzymes treated followed by dye cycle, where the secondary fibrillation forms. The process produces more classic look with a peach skin hand and offers the potential for good batch – to batch shade reproducibility.
The second route uses the dye cycle to produce the primary fibrillation , followed by enzymatic cleaning and refibrillation stages. This method produces a distressed look garment with a peach – skin hand , but care should be taken with reproducibility due to the use of enzyme after dyeing .
Finishing processes can impart wool or silk like property . the crease recovery angle is also significantly better for fabrics woven from Tencel than those from cotton and viscose staple fibres. Where the clean appearance of classic fabrics is to be maintained through domestic washing , a chemical finishing treatment with a cross-linking resin should be applied. The minimum amount applied should be not less than 3 % cured solids ( by weight ) on the fabric. Chemical softening treatments can also be applied to Tencel fabrics . for example silicon elastomers , silicon micro emulsions , cationics , non-ionics , polyethylenes , polyurethanes etc , can be applied either alone or as mixtures.
The high tenacity of Tencel in both the dry and wet states enables Tencel fabrics to be processed using a variety of individual and combination mechanical treatments. Tencel is also ideally suited for processing on the new rope type mechanical finishing machines such as Airo 1000( Biancalani ) , Supervelox ( MAT ) and Roto –tumbler ( Thies) . by using combinations of chemical softeners and mechanical finishing , a variety of aesthetic effects can be achieved from the same basic fabric.
Tencel can be printed by conventional methods using ordinary classes of dyes . during printing , tencel behaves in a similar way to viscose and therefore recipes for viscose can also be used on tencel.
The pretreatment process should be carried out on machines that operate with as low tension as possible. The woven fabric to be printed should be well desized ,easily wettable and free of impurities. It is essential that the material does not contain any acid residues.it is important to singe woven fabrics made from tencel before desizing and printing . the parameters are the same as those for cotton and viscose articles.
As is the case when printing viscose , with Tencel , the higher moisture absorption compared to cotton must also be taken into account . During the fixation process , care should therefore be taken to ensure that there is an optimum moisture content in the steamer. Additional dampening of the fabric before the fixation process has proved beneficial . If it is not possible to adhere to the required steaming conditions , as with viscose , it is necessary to use larger quantities of urea.
Here ,low-viscosity sodium alginate thickeners , which improve the penetration ( levelness ) , the dye application and at the same time , the hand should be used.
A fixation time of approx 8 min and a temperature of around 100 deg c is sufficient.
The well known vat discharge techniques can be used on Tencel without any problems. In resist printing Tencel behaves in the same way as viscose.
USES AND APPLICATION OF TENCEL FIBRES – Tencel fibre is used in womens wear , denims , suits , etc . In mens wear ,it is used as golf shirts . It is also used in the manufacture of towels , sheets , upholsteries and pillow cases . it is used in fine quality clothes , blouses , stacks , jeans, shirts and sportswear.
Industrial uses of Tencel are conveyor belts , ultra –low – tar cigarette filters , printers blankets carbon shields , speciality papers and medical dressings .
It is used in technical fabrics in which high strength coupled with high absorption are required. It is used in especially non-woven fabrics targeted primarily in hydro entangled , spun laid and wet –lay technologies. It is also used in battery separation and coating substrates.
Tencel is also used for denims . Here prefibrillation is carried out during desizing . Addition of lubricant into water is necessary before the water contacts the garment because Tencel swells quickly in water, setting the crease that may have formed.this process can be expedited by using high temperature Amylase . Defibrillation as usual is carried out by using Cellulase . Refibrillation is carried out at the softening process. Tencel can undergo the severe denim process and further finishing. With Tencel the traditional denim look can be obtained combined with special feeling of comfort. Tencel can be used for the production of soft denim.
Acknowledgement -The author is thankful to Mr Punit Makharia M.D and Mr Gautam Makharia Jt MD of Shree Pushkar Chemicals & Fertilisers Ltd,Mumbai for giving permission to publish this article.



