
Satyakam Srivastava, Ajay Sharma, CBK Singh, DK Sharma, Satpal Singh, Kailash Pancholi, Babu Matthew. RSWM Limited, Lodha, Banswara, Rajashthan, India
Abstract
We present the results of tests on latest SCHLAFHORST ACO-8 rotor spinning machine spinning rotor-spun blended yarns, made with a high proportion of flax, and rotor-spun all-cotton yarns. Of special concern was the method of preparing the fibres and sliver. The flax/cotton sliver was made up of short-medium cotton, and the flax fibre was shortened and reduced in diameter by mechanical cottonizing. The basic composition of the flax/cotton sliver was 45% cotton and 55% mechanically cottonised flax. The optimum linear density of the yarns was 40 LEA. The experiments enabled the optimum values of twist and linear density to be found, at which the quality parameters of the yarns produced were acceptable.
INTRODUCTION
Linen the yarn and its advantages, Higher moisture absorption Capacity, almost double than cotton, makes it a thirsty fabric.
Linen allows the skin to breathe, and is extremely comfortable under all weather conditions. Cool in summer, warm in winter and refreshed in humid weather. Linen helps to protect the skin from harmful UV rays. It has Natural anti-bacterial repellent properties. With repeated washing, the fabric attains new sheen and airiness which makes it even 1 / 5 Flax Yarn more skin friendly. It is extremely durable and wear resistant. Naturally anti-static and hence repels dust.
For many years RSWM has been working with the Natural Fibres, in the manufacture of blended rotor-spun cotton/flax yarns. This has contributed to the development of a technology for manufacturing a yarn made from 55% mechanically cottonised flax in blend (before processing) with cotton, and the use of this yarn for woven and knitted fabrics and other textiles which are currently regarded on the market as being ecologically-friendly. Flax (as well as hemp) has high utilitarian and ecological values, being antiseptic (bacteriologial, antifungal), absorbent, physiologically friendly (hygroscopic, thermal, and electrostatic properties), and protective against UV radiation. This paper presents the results of the rotor spinning of yarns of 40 LEA, using flax/cotton blends with a high proportion of mechanically cottonised flax of 55% flax / 45% cotton in blends. Despite the competitive abundance of different yarns and fabrics that are available today, linen, with its natural grace and luxury, has retained its place. Many weavers have found that linen can be woven successfully with other fibres and in every case it is the linen content that has added the extra richness of quality and handle and the added value.
MATERIAL AND PROCEDURE
Flax is of two types:-
There are two varieties: shorter tow fibres used for coarser fabrics and longer line fibres used for finer fabrics. Flax fibres can be identified by their typical “nodes” which add to the flexibility and texture of the fabric. The cross-section of the fibre is made up of irregular polygonal shapes which contribute to the coarse texture of the fabric.
Fibre quality characteristics

Selection of fibre
Linen has various quality of fibre in market; fibres with higher length and better quality like Laura, Honey etc. were not very successful due to high length and created high breakages at Rotor spinning. We selected lowest quality of flax with least cottonisation. The fibre consists of lots of dirt, dust and soil. The fibre is subjected to modified cleaners to remove the dust in the fibre. This also opens the fibre which is sticking together while baling is done. Approx. 5% waste is removed in form of dust and short fibre.
This material is again passed through another opener (make trutzschler ) which further opens the fibre and removes small sticks (stem particles) Approx. 7% waste is generated at this stage. The fibre softens during this process in terms of general feel with respect to raw bale form.
The fibre is layered and conditioned with 15 – 18% of water substantiated with suitable chemicals for 24 hours . this leads to further softening and increase in weight of fibre. The water essentially added strengthens fibre during further process of blowroom card and drawframe, and keeps the fibre intact and prevent further damage to fibre (controlling short fibre content).
The fibre is now weighed and mixed with weighed cotton to create mixing (mixing of linen / cotton of 55/45 %). This is stage 1 on blender (higher percentage of flax is preferred to keep correct blend at Rotor spinning tested by fibre counting method). Now mixing enters stage 2 of blender. Mixing is moistened with 5% of water by weight to maintain moisture level. This stage 2 material is ready for carding. Material is carded on Trutzschler TC 05 cards at the speed of 60 kg / hr.
The carded sliver is processed through drawframe Rieter D-40, single passage with adequate gauge and at speed of 550 m/min with 6 ends up. The finished sliver is kept in covered cans to maintain moisture level.
The finished sliver is then processed at Open End Spinning (Rotor Spinning) Schlafhorst ACO-8, to generate Ne 14 and Ne 20 counts ( 39.5 LEA and 56 LEA). Selection of small Rotor Diameter was done contrary to Rotor Spinning practice regarding linen. Efficiency achieved 90% with approximately 90% recovery of fibre from blowroom to Rotor spinning.
Certain precaution to be observed while spinning linen in Rotor spinning
- The rotor speed should be adequate enough to provide enough centrifugal force to fibre to impart twist.
- Opening roller should be at lowest best speed to reduce loss of Linen fibre while spinning and also allow fibre to travel from feed roller to rotor in time.
- The moisture level in fibre should allow fibre to bend tortionally at the point of navel. The raised moisture level at sliver can restrict feed at feed roller and feed plate.
- Use maximum false twist generator at Navel to provide better spinnablity as the number of fibre at the cross section of yarn is very low and rigidity of linen fibre does not sustain false twist.
- The tension on yarn during winding package should be low enough to keep the package build adequate.
- The environment neat the Rotor spinning machine should be with 75% relative humidity initiated by external humidifiers to keep control on moisture content in sliver cans..


The technology developed for rotor-spinning flax/cotton blends with a flax content up to 55% permits the production of cotton-type yarns ranging from 40 to 56 LEA. These yarns are suitable for the production of a wide range of woven, knitted and other textile products (e.g. socks).
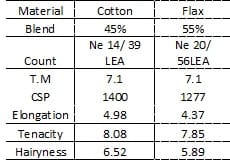
- Compared to all-cotton yarns, the blended yarns with flax are characterized by lower strength (about 10% lower) and higher coefficients of variation of linear density and strength. The differences between the two types of yarn are due, inter alia to the fact that cotton is much thinner than cottonised flax, which makes a significant difference as far as the number of fibres in the yarn cross-section is concerned. In addition to that, cotton, owing to its shape, has a greater suitability for spinning than cottonised flax. It is true, however, that in respect to their quality parameters, the blended yarns satisfy the quality requirements of the relevant standards.
- To ensure a smooth process when spinning a flax/cotton blend, it is necessary to use a higher twist factor, of the order of 10-12%. As a consequence, the efficiency of spinning proper is reduced.
- The introduction of cottonised flax to rotor-spinning in a blend with cotton is a contribution to the more effective utilization of flax, since the cotton system machinery is much more productive. There is a definite advantage of production in Rotor spinning due to high speed.
- It is possible to spin the Cotton Flax blended yarn at higher speed with newer technologies which facilitate better spinning.
References
- Cierpucha, J. Mańkowski, J. Waśko, T. Mańkowski, S. Zaręba, J. Szporek: ‘Application of mechanically cottonised flax and hemp to rotor spinning.’ Fibres & Textiles in Eastern Europe, No2, 2002, p. 32. 2. W. Cierpucha, R. Kozłowski, J. Mańkowski, J. Waśko, T. Mańkowski: ‘Suitability of flax and hemp for the production of cotton-type fibre and blended yarns.’ Fi – bres & Textiles in Eastern Europe, No3, 2004, p. 13. 3. W. Cierpucha, S. Zaręba, J. Mańkowski, J. Szporek: ‘Utilitarian values of products made from cotton/flax and cotton/hemp blends’ (in Polish). Przegląd Włókienniczy – November 2001, p. 15. 4. J. Mańkowski, W. Cierpucha, J. Koło – dziej: ‘Modification of flax and hemp to spinning in blend with other fibres’ (in Polish). Spektrum Tekstylno-Włókienni – cze 3/2005, p. 23. 5. W. Ankudowicz, J. Wróblewski: ‘Prepara – tion of flax fibres and spinning with cot – ton’, Research Reports of the Textile Re – search Institute, vol. XXX, Łódź, Poland. 6. T. Jackowski, J. Czekalski, B. Chylewska, D. Cyniak: ‘Yarn blends hemp-cotton’ (in Polish), Proceedings of the Textile Faculty Conference, Technical University of Łódź, March, 2000. 7. J. Czekalski, K. Patejuk: ‘The Effect of Flax Fibre Modification on the Quality of Linen/Cotton-Blended Yarn’, Przegląd Włókienniczy, No. 10/1999, pp.11. 8. T. Jackowski, B. Chylewska, D. Cyniak, J. Czekalski: ‘Tensile Strength of Untwi – sted Blended Cotton/Flax Fibre Streams’, Fibres & Textiles in Eastern Europe, vol. 11, No. 3(42)2003. 9. T. Jackowski, B. Chylewska, D. Cyniak, J. Czekalski, L. Jackowska-Strumiłło: ‘Mo – delling of the Relationship Between Fe – eding Sliver Structures and Parameters of Cotton/Linen Blended Yarns’, Fibres & Textiles in Eastern Europe, vol. 11, No. 2(41)2003. 10. J. Czekalski, T. Jackowski, I. Krucińska: ‘Analysis of the Manufacturing Process of Blended Fine Yarns with the Content of Flax Fibres’, Fibres & Textiles in Eastern Europe, vol. 8, No. 2(29)2000.
Address for communication :
Satyakam Srivastava, D.G.M (Rotor spinning),
RSWM Limited, Lodha, Banswara, Rajasthan.
E-Mail : [email protected]
Mobile no : 9414005121
Postal : C-17, Mayur Nagar, Lodha, Banswara 327001.


