Woven fabrics which are formed by interlacing of warp and weft yarns. Depending on the way of intersection these woven fabrics are further classified into three many weave types which include plain, twill, and satin. When an additional set of yarns are drawn in the weave structure it creates a Pile fabric. These additional yarns are drawn over to form loops, which can be cut or uncut.

Pile surface is where upright loops or raised yarns also known as nap is seen on the surface of the fabric. This piled effect is created by –
- Weaving where two warp beams, comprised of the ground warp that creates the base fabric and the pile warp that creates the uncut loop piles that stand up onthe base fabric.
- Knitting where loops are seen on one side and soft piles of yarn on the other.

Terry fabrics are fabrics with protruding fibers or looped yarns, which are manufactured by either weaving or knitting technique is known with various names like terry fabric, terry cotton, terry towel, etc. Many a times people are not aware of the fabric name despite of using it on a regular basis. Before weaving the yarns are coated or sized for smooth weaving. One such industry coating contains PVA starch, urea, and wax.
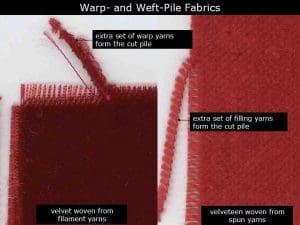
Weft pile fabrics are created with the yarns that are inserted as long floats which are then cut to form the pile. Warp piles fabrics are created by inserting rods into the weft. The warp ends used for the pile formed loops over the rods which make then uncut loop whereas when their loops are cut, they form ‘cut pile’. Warp-pile fabrics include terry and plush and weft-pile fabric include velveteen and corduroy. The looped pile can be formed at varying heights and densities depending on the end use.
Cotton is generally used for the terry cloth, other fibers can also be used like linen, bamboo, silk. But cotton is more preferred over all the other fiber as it is having good absorbency and makes the cloth more durable to withstand daily use. Terry cloth fabrics made from Turkish cotton are more preferred because they are more absorbent, durable and high quality. The number and length of pile formation in terry cloth along with its density increases the surface area which in turns increase the absorbency of the fabric making it softer and gives more luxurious feel. Terry cloth retains its structure and feel even after multiple washes due to its durable structure
Manufacturing process
For weaving of Terry cloth two warp beams are used. One beam forms the base of the fabric also known as ground warp another beam that is the top beam or pile warp forms the loop in the fabric. Based on the fabric requirements and end use, type of yarns, quality, weight, number of loops, length of loop and loop density is determined. Commercially 3 pick terry is most widely used where after each 3-weft insertion full beat-up is made and one loop pile is formed of the fabric.

For better understanding refer the Video link:
https://www.youtube.com/watch?v=2d5gwvUzAlI&t=37s
Yarns used in Manufacturing:
Pile manufacturers use better quality yarn like combed, compact, hydro, zero twisted yarns.
Piles are made by different high value fibers like superior qualities of cotton suvin, giza, pima, bamboo, modal etc. to get better absorbency and lint properties. For ground yarn, comparatively coarser counts are used in OE and 2-ply option to give better strength and compactness in ground fabric. Both piles and ground yarns are prepared in the same manner of warping, sizing, and drawing-in.
Wet Processing of Terry Fabric:
Wet processing is one of the most important step in textile processing as this improves the overall quality of the fabric. Wet processing includes:
- Desizing
- Scouring
- Bleaching
- Drying
- Dyeing
- Finishing
Singing is also one of the important steps of wet processing but this step is not done in case of terry fabric as singing removes the hairiness of the fiber, If this step is done for terry fabrics contains loops and piles will get burnt which will lead to defective product.
Dyeing Terry Towel Fabrics:
After desizing, scouring, bleaching and drying the terry fabric undergoes dyeing. Reactive dyes are most commonly used for dyeing of terry towels. Reactive dyes are used because they give brighter shade, good colour fastness, better wash and light fastness, easy to apply and is having a moderate cost.
The fabric is immersed into the dye bath and is then passed through rollers to squeeze out excess amount of dye from the fabric. After dyeing the fabric is wrapped into polythene sheet and is kept for 12 hours for better dye penetration.
Quality management:
Throughout the production process Terry fabrics are checked at every stage for quality control. Right from yarn sourcing to purchasing to packaging.
- Weight & GSM:Weight and GSM as mentioned by customer. Every manufacturer has a template or software (ERPs) where they calculate various parameters – pile’s height, density of ends and picks. Weight/square metre (GSM) of terry fabrics are generally in the range of 360-670 grams. Companies mainly use standard warp and weft yarn counts as well as warp density. For required terry weight per square metre, the weft density and pile length are the parameters to be adjusted. The length of pile in relation to the length of terry fabric is measured in terms of pile ratio.
The pile ratio, pile height and weft density (picks/cm) are related by the expression,
Pile height (in cm) = (Pile ratio/Picks per cm) x 0.5 x Type of terry
- Yarn: The yarns selected for the fabric must match to the buyers given specification and standard established. Sturdy yarn is more preferred over spools of light yarn.
Terry fabrics must be produced at a certain weight per square metre, using mostly 100% cotton yarns as Pile, ground and weft.
Yarn counts that are normally used for pile warp yarns are: Ne 10, Ne12, Ne16, Ne 2/20, Ne 2/24, Ne10 + Ne 60 PVA, etc.
Yarns made out of PVA fibres can be doubled with cotton yarns for the production of super soft Terry fabrics. PVA fibres will be dissolved out at processing stage, leaving a fluffy soft terry structure.
Count ranges used for ground warp yarns are:
Ne10, Ne11, Ne 2/20, Ne2/24 etc.
Count range for weft yarns are:
Ne 2/20, Ne1/14, Ne1/12, Ne 2/24, Ne 2/16, etc.
- Softness/ Hand feel:It depends upon the stated requirement and end use of the fabric but the yarn used in pile, orientation of the pile, chemicals used for finishing and wet processing chemicals and step should be accurately performed.
- Chemicals for processing: Dyes, bleaches and other chemicals are frequently checked for appropriate chemical composition.
- Woven fabric assessment: After the fabric is woven, it is checked against a light source on an inspection table, where quality of weaving is checked. A regular check on the lot number of cones in the carton boxes and the presence/absence of identification mark on cones shall be established. Mixing up of yarns of different counts and cones of different lot numbers will lead to shade variation after dyeing.
Check the weight of cones on sample basis and find out the weight variation of cones. A report on Cone weight variation shall be maintained.
Cone density may also be checked periodically
Proper material handling procedures has to be set and should be followed strictly - Absorbency:Terry towel should be highly water absorbent and should match the required standards of the final product.
- Dimensional Stability: Dimensional stability is the reduction in size after processing, it is measured by % shrinkage. How a terry fabric is behaving after washing
- Other Parameters are strength, color fastness, visual checks are a key to quality control—all involved in the process understand minimum standards and monitor the product at all times.
For more numerical details of quality management refer: https://indiantextilejournal.com/articles/FAdetails.asp?id=1309
Article Written by-
Rutu Kanade
Masters in Home Science, College of Home Science Nirmala Niketan
Intern at TVC