

Processing variables and equipment conditions are crucial in determining the quality of the yarn produced in the textile industry. By altering the setting between rotating flats and the cylinder while maintaining constant the other machine and process parameters, the goal of this study is to increase the yarn quality. 21 Ne Polycotton blended yarns were created using the five points that were transformed into 3.5, 3, 2.5, 2.5, and 2.5 mm between the flat and cylinder. It is determined whether the new setting has improved yarn quality. With this new setting, it has been discovered that the yarn’s thin places, thick places, neps, and unevenness have all significantly decreased.
The 30/70 Polycotton yarn’s total flaws per km (IPI) decreased from 1579 to 727 per km. With fewer cuts and greater working performance, the clearer cut per 100 km after the new setting has significantly improved.
- Introduction
The fabric’s characteristics determine the garment’s intended usage. A fabric’s attribute depends on the characteristics of the yarn used to make it. Spinners are under pressure to create high-quality yarn as a result of the market’s variety. Different kinds of yarn flaws have an impact on yarn quality, which in turn has an impact on the resultant fabric’s quality. These irregularities in the yarn surface, known as yarn defects, occur often or irregularly at every stage of the yarn production process. According to USTER statistics, evenness, coefficient of mass variation (CV), defects (thin spots, thick places, and neps), and strength are the most often used quality parameters for yarn. Yarn imperfection is an important yarn parameter that affects yarn and fabric processing, and quality parameter and it has a decisive influence on the utility and market value of yarn. A high level of imperfections would also lead to more stoppages in the subsequent processes such as ends down in downstream processing and a disturbing appearance in the fabric as well. The lower the imperfections in the yarn, the better the fabric’s appearance and market value.
Greater fibre openness leads to improved fibre individualization in card sliver, which in turn generates high-quality yarn, which has the effect of reducing yarn flaws. The degree of yarn flaw is greatly influenced by the carding procedure.
A crucial role of carding is that it is the core of the spinning mill or that well-carded material is half-spun. A number of variables, like as the characteristics of the raw material, the sophistication of the equipment, and the expertise of the machine operators, have an impact on the conversion of fibre to yarn. The price of raw materials is crucial in cotton fibre spinning since it makes up more than 50% of the cost of the ring-spun yarn. Carding is the first and only machine in the carding process that can minimise neps (little knots of entangled threads), seed coat neps, and the residual contaminants that the blow room section cannot remove.
The higher quality of the carded sliver depends on several factors, including minimising short-term volatility in sliver thickness, weight per unit area of the card web, parallelization of the fibres, and separation of the fibres. However, the carding machine’s preset parameters have a significant influence in achieving this quality, and even a little modification in the setting can result in lower sliver quality. Usually, the quality of the sliver has a significant impact on the quality of the yarn. The setting between Flat and Cylinder for High-Production Cards should be 0.25, 0.2, 0.2, and 0.2mm, per SITRA standards.
The Uster statistics is the only international benchmarking tool that is based on the worldwide gathering and testing of fibre, sliver, roving, and yarn samples that have been produced all over the world. The anticipated thin, thick, and neps number per 1000m of Cotton/Polyester,70/30, carded 20Ne yarn, according to Uster statistics percentile 2018, is 2, 91, and 169, respectively. The total imperfection at the 50% Uster statistics percentile level is 262.
Materials and methods
Materials
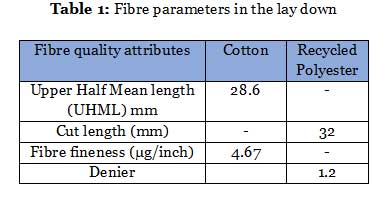
The fibre materials used in the study are 70 percent cotton and 30 percent recycled polyester respectively. The cotton fibre properties are tested in Uster HVI 1000 and the properties of Recycled Polyester Fibre are provided by the fibre manufacturer. The basic cotton and the recycled PET parameters are given in Table 1.
Methods
After processing the polyester fibre separately, the mill has been using the blow room blending method to combine the cotton and polyester fibre to create PC blended yarns. The testing were carried out at the carding machine by setting the cylinder on the C4 Rieter card to flat. The carding machine’s delivery speed is 82 m/min, and a 0.11 Ne sliver hank is kept in place. In a controlled investigation, the card slivers were gathered and processed in the draw frame, speed frame, ring frame, as well as in auto winding machines, before adjusting the settings in the card. Ne 21 PC is the yarn count that is created. The breaker and finisher draw frame (Vouk, Sh/D-E) sliver count maintained for both samples was 0.12 Ne.
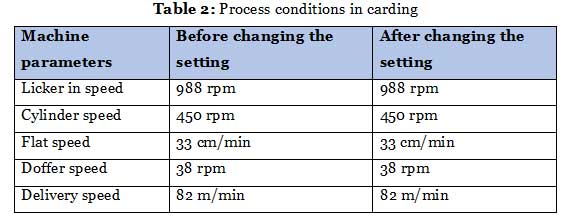
In this study, the distances between the flat and the main cylinder are set at 0.35, 0.30, 0.25, and 0.25mm instead of 0.75, 0.75, 0.75, 0.75mm. The following Table 2 lists the speeds of the carding cylinder, flat, liker in, and doffer.
After conditioning in a typical laboratory testing environment at International Standard Test settings of 65 percent RH and 20 degrees Celsius, the yarn samples taken from both trials were examined for their yarn quality traits, such as unevenness, and flaws in the Uster Tester 5 tester. The TEXTECHNO STATIMAT ME+ Tensile Tester was used to test the yarns’ single thread tensile strength.


